如果说GE能源是个产品众多的“大家族”,那么这其中集万千宠爱于一身的“公主”,一定非哈丽特(Harriet)莫属。她重达八十万磅,体型惊人却青春洋溢,一出世便受到世人瞩目。她就是目前世界上最大最高效的重型燃气轮机——GE 9HA重型燃气轮机。

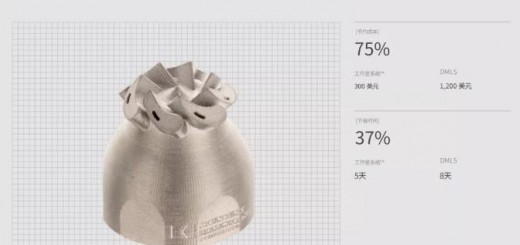
如今GE HArriet凭借3D打印制造技术,打破了自己的净效率记录。在南卡罗来纳州格林维尔工厂的测试中以64%的联合循环效率击败了自身之前的设计。GE将HArriet效率的提升归功于“通过不断创新带来的燃烧效率突破”,而这里面的创新则离不开3D打印技术所制造的汽轮机的多个关键部件
Harriet装备有原先为超音速喷气飞机开发的高温合金单晶透平叶片,因配合有先进的冷却技术,可以耐受最高2,900华氏度(1,600℃)的高温。不仅如此,Harriet在整个生命周期中拥有很高的经济效益。
GE H家族的燃气轮机被全球70多家客户的发电厂使用。通过将燃气轮机产生的废热重新导向蒸汽轮机,循环发电的方式以相同的燃料产生50%以上更多的电力。
就在这个新纪录诞生的18个月前,9HA.01燃气轮机还赢得了吉尼斯世界纪录,为世界上最高效的循环发电厂提供动力。在法国Bouchain工厂,GE 9HA产生足够的电力,提供达605MW的发电量为60万个家庭提供能源。
在循环发电的系统配置中,效率为64%的新型9HA.02燃气轮机的总输出功率为826兆瓦。根据GE能源公司的估计,额外的电力可以为全球客户“节约数百万美元的燃料”。

金属3D打印被应用到燃烧系统的设计优化方面。金属3D打印所实现了更复杂的几何形状,使得工程师可以改进燃气轮机中的燃料和空气的预混合,以实现最大的发电效率。
通过3D打印技术制造优化的关键零件,从而提升设备的整体性能,GE已经体验到了3D打印技术“四两拨千斤”的价值放大效应。
GE供应链和运营部门的Edward Herderick在2017年的“航空防务与航天国防智能增材制造”(AMADS)会议上提到了三层思考的过程。这是从零部件更换、产品再设计和绝对设计增材制造(DfAM)思想的过渡。在GE的跨行业运营体系中,特别是在航空航天领域,3D打印正在各个层面上寻求与现有制造技术的整合。
就在2017年12月5日,GE位于德国慕尼黑的首家国际客户体验中心盛大开幕,该中心投资1500万美元,在2700平方米的设施中为现有和潜在客户提供从设计到原型再到生产的增材制造各个方面的体验,帮助客户思考工业化流程,帮助改进他们的产品和供应链。目前已经安装了Concept Laser和Arcam 10台金属3D打印设备,还通过Additive Academy™增材学院来为客户提供增材制造设计、工艺开发、原型设计和工业化增材制造等领域的培训。

图片:GE位于慕尼黑的国际客户体验中心开幕
一方面是推进3D打印在GE内部和外部客户领域的应用,另一方面是通过合作推进GE产品在全世界范围内的引入。在中国,GE与哈电集团2014年就签署了9HA技术转让协议,GE哈尔滨创新中心将和哈电协同创新,共同帮助Harriet实现本土化,成为为中国市场量身打造的设备。
在Harriet的哈尔滨创新中心,GE公司的工程师们、哈电集团研发部门的工程师以及美国和法国等地的专家资源将共同研究中国客户的需求,为Harriet铺平本土化之路,或许我们可以期待,在不久的将来,带有3D打印关键零部件的9HA.02也在中国组装线上生产。
![]() 3D科学谷REVIEW
3D科学谷REVIEW
虽然GE官方并未透漏9HA.02上使用的3D打印技术细节,但根据3D科学谷的市场研究,GE于2017年1月24日获批的专利中,内容包括燃料喷射器主体和冷却系统的制造技术。
燃气轮机一般包括压缩机部分、具有燃烧器的燃烧部分和涡轮部分。压缩机部分逐渐增加工作流体的压力,以便向燃烧部分提供压缩的工作流体。燃料被注入压缩工作流体中以形成可燃混合物。
可燃混合物在燃烧室内燃烧以产生具有高温、压力和速度的燃烧气体。较高的燃烧气体温度可以提高燃烧器的热力学效率。较高的燃烧气体温度可提高双原子氮的分解率,相反,较低的燃烧气体温度普遍降低了燃烧气体的化学反应速率,从而增加生产的一氧化碳(CO)和未燃烧的碳氢化合物(UHCS)在燃烧室的停留时间。
为了平衡燃烧器的整体排放性能和热效率,某些燃烧器设计包括多个燃料喷射器,该燃料喷射器布置在衬垫周围,并且通常从主燃烧区下游定位。燃料喷射器一般通过衬垫径向延伸,以将流体连通到燃烧气体流场中。
为了克服燃烧气体流场中燃烧气体的高动量,必须通过喷油器引导大量压缩空气以将燃料充分推入燃烧气流中。燃料必须在相对较高的压力下供给,以充分推动燃料进入燃烧气体流场。
解决这些问题的当前解决方案包括将燃料喷射器的少一部分通过衬里向内径延伸到燃烧气体流场中。然而,这种方法将燃料喷射器暴露在热燃烧气体中,可能会影响组件的机械寿命和导致燃料焦炭积累。根据3D科学谷的市场研究,GE改进了用于将燃料喷射器延伸到燃烧气体流场中的冷却系统。
GE于2017年1月24日获批的专利包括燃料喷射器主体,包括确定主体包括冷却通道的三维建模信息,将三维建模切分成多个切片横断层,并通过电子束融化技术将各层融化凝固起来,从而制造出燃料喷射器主体。
GE获批的专利还包括用于冷却延伸到燃烧气体流场的燃料喷射器的系统。根据3D科学谷的市场研究,该系统包括通过燃烧室限定燃烧气流路径的衬里、通过衬里延伸的燃料喷射器开口和燃料喷射器。
喷油器主体采用粉末床激光熔融或电子束熔融EBM技术制造。激光熔融增材制造工艺允许更复杂冷却通道模式,这样的通道几乎无法通过传统的制造方法制造。此外,增材制造减少潜在的泄漏和其他潜在的不良影响,例如通过传统方法需要有多个组件钎焊或结合在一起以形成冷却通道,这不仅仅增加了工艺的复杂性和程序,还带来了潜在的质量隐患。
通过激光熔融技术,每层的尺寸在0.0005英寸到大约0.001英寸之间。GE在该专利中所使用的是(但不限于)EOSINT™ M 270 , 以及PHENIX PM250, 或者EOSINT™ M 250 。根据3D科学谷的市场研究,GE所采用的金属粉末成分中含有钴铬,例如(但不限于)HS1888和INCO625。金属粉末的粒径大约在10微米到74微米之间,最好是在大约15微米和大约30微米之间。
参考资料:US009551490
资料下载,请加入3D科学谷3D产业链QQ群:529965687
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com