安世亚太和中科煜宸针对增材制造工艺仿真中工艺扫描模拟的要求,联合开发了可考虑扫描路径的工艺仿真软件AMProSim-DED。
本期谷.专栏文章,将以此为基础对工艺扫描路径对增材制造仿真精度的重要性进行研究对比。研究在增材制造工艺仿真过程中,不同扫描路径对增材制造过程的温度、应力及变形的影响。
![]() 扫描路径模拟的重要性测试
扫描路径模拟的重要性测试
![]()
为了研究模拟扫描路径对增材制造工艺仿真的重要性,对一圆环件分别进行逐层堆积与逐圈堆积的增材制造工艺仿真,对比其打印过程中的温度、变形及应力的分布。
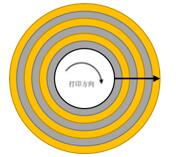
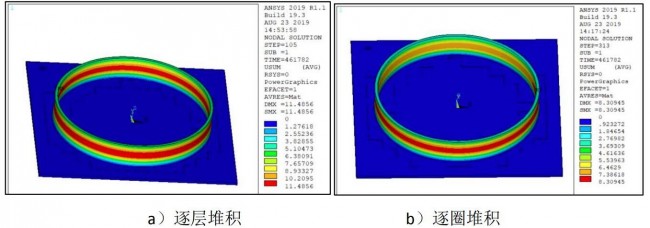 图1.变形分布。来源:安世亚太
图1.变形分布。来源:安世亚太
打印结束后,逐层堆积与逐圈堆积两种方案的工艺仿真,其最大变形相差约37%,最大应力相差17.5%,且逐圈堆积的变形及应力更小,而这与增材制造工艺分区扫描可以降低变形和应力的经验趋势是一致的,说明考虑工艺路径可以获得更好的工艺仿真精度。
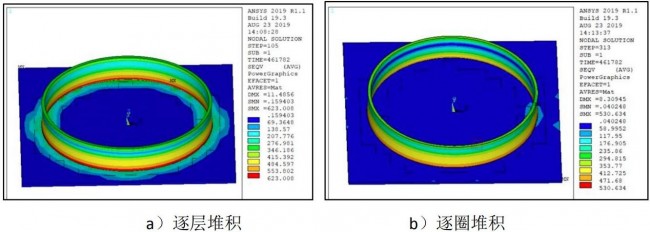 图2.应力分布。来源:安世亚太
图2.应力分布。来源:安世亚太
由此可见,在增材制造工艺仿真中,扫描路径很关键,精细的路径模拟可以极大提高仿真精度。而市场上的工艺仿真软件无论采用固有应变算法,还是热力耦合算法,大多数不考虑工艺扫描策略,而是逐层堆积,即使考虑工艺扫描策略,也过于简单,或只能分区,或不能与工艺规划数据提供接口, 无法真实模拟扫描路径的影响。因此,需要进行考虑扫描策略的增材制造工艺仿真。
![]() 考虑扫描策略的增材制造工艺仿真
考虑扫描策略的增材制造工艺仿真
![]()
为了进行考虑扫描策略的增材制造工艺仿真,首先需要研究扫描策略的路径及其数据格式。各个打印厂商采用不同的路径规划软件,路径规划软件形成的路径文件格式各不相同,基本含有以下信息:切片厚度、热源功率及其状态、扫描速度、间距、路径类型及其路径点坐标、停留时间等信息,以便于用于打印机识别。
但路径规划软件输出的扫描路径信息并不利于工艺仿真直接使用,因此需要进行数据转换,需将原有数据格式转换为仿真可以读取的路径数据表,将描述扫描路径热源功率及其状态、扫描速度、路径坐标点及其停留时间。
 图3.路径规划转换前后:蛇形扫描示例。来源:安世亚太
图3.路径规划转换前后:蛇形扫描示例。来源:安世亚太
最后,基于转化后的扫描路径,采用ANSYS单元生死技术依次激活成型材料来模拟增材制造过程随时间变化的热传递过程;并在瞬态热分析的基础上,通过热应力耦合分析来进行变形以及应力的分析。
为了面向工程应用及普遍适用性,安世亚太与中科煜宸联合开发的考虑扫描路径的专业增材制造工艺仿真软件AMProSim-DED。AMProSim-DED可以考虑温度相关的材料非线性属性,基于工艺文件的运动路径信息,模拟增材制造工艺的材料堆积过程,可以详细模拟零件分区、打印路径以及熔融冷却的相变过程对增材制造过程的影响,预测增材制造过程中的温度、应力和变形,优化工艺参数,从而保证3D打印质量和打印效率,避免低效的试错过程。
![]() 应用案例:圆环件增材制造工艺仿真分析
应用案例:圆环件增材制造工艺仿真分析
![]() 基于以上扫描路径的转化,对一圆环件进行不同扫描策略的研究:
基于以上扫描路径的转化,对一圆环件进行不同扫描策略的研究:
- 模型:内径30mm,壁厚3mm,轴向高度15mm
- 材料:316L
- 工艺:激光功率1200W;扫描速度10mm/s;层厚0.3mm
扫描策略:
- 扫描策略1:环向扫描
- 扫描策略2:单向扫描
- 扫描策略3:单向扫描(首层57°,层间旋转67°)

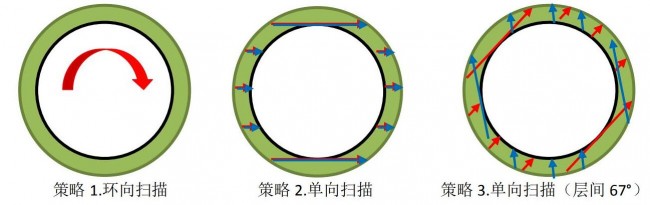 图4.扫描策略。来源:安世亚太
图4.扫描策略。来源:安世亚太
l 温度场分析
基于三种不同的扫描策略,对圆筒件进行单道的增材制造工艺仿真的温度分析,下图为打印结束后的温度分布,环形扫描的打印时间低于单向扫描。
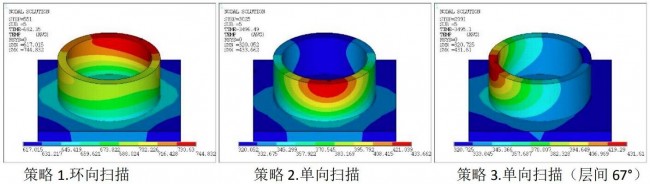 图5.打印结束后的温度分布。来源:安世亚太
图5.打印结束后的温度分布。来源:安世亚太
通过不同扫描策略对比结果,发现环形扫描优于单向扫描策略。因此对一内径50mm、壁厚3mm轴向高度60mm的环形件采用环向扫描策略进行增材制造工艺的制造与仿真,提取相关数据:
- 实测数据:熔池温度从第一层1300摄氏度开始逐渐增大,增长速度大约为10度/层(简化为线性),约25层后,保持1550度不变。
- 仿真数据:筒壁中心的温度从1290℃开始逐渐增大,前20层的最高温度增长速度较快;之后增长较为缓慢,最终趋于稳定,约为1576℃。
经对比发现对于仿真与实测的打印过程中的最高温度及其演变趋势相接近,误差较小(可控制在5%),精度可以达到要求。
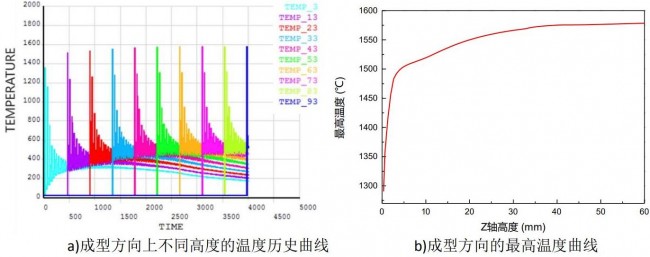 图6.增材制造工艺仿真的温度曲线。来源:安世亚太
图6.增材制造工艺仿真的温度曲线。来源:安世亚太
l 应力分析
在热分析的基础上,通过热应力耦合分析来进行变形以及应力的仿真分析,下图为打印结束后的变形及应力分布云图,由此可见:环向扫描的应力低于单向扫描;单向旋转扫描略低于无旋转扫描,这与根据经验得出的结论相符。
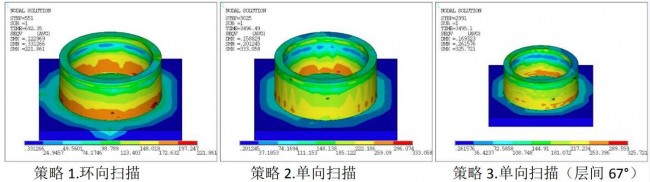 图7.打印结束后的应力分布。来源:安世亚太
图7.打印结束后的应力分布。来源:安世亚太
综上,从仿真的角度,不同扫描策略对增材制造零件的温度、变形、应力皆有影响,而对于圆环件,相对于单向扫描,环向扫描无疑是一种打印时间短、应力及变形皆小的扫描策略。
![]() 总结
总结
![]()
针对增材制造工艺仿真中工艺扫描模拟的要求,安世亚太和中科煜宸联合开发了可考虑扫描路径的工艺仿真软件AMProSim-DED,本文以此为基础对工艺扫描路径对增材制造仿真精度的重要性进行了研究对比,结果表明,考虑工艺扫描路径后可以得到更为符合实际的计算结果,能够真实反映不同扫描策略带来的变形和应力差异,从而真正做到基于工艺仿真技术实现工艺策略的优化设计。
![]()
逯璐
大连理工大学材料工程专业硕士,擅长材料成型工艺仿真,曾参与国家863项目实施。现为安世中德咨询有限公司增材制造设计工程师,专业从事增材制造先进设计及工艺仿真服务。
白皮书下载,加入3D科学谷产业链QQ群:529965687
网站投稿请发送至2509957133@qq.com
欢迎转载,长期转载授权请留言