微流体控制装置已被证明具有引人注目的应用,例如诊断用的芯片上的实验室(微流控芯片),DNA微阵列和基于细胞的检测装置。而将微流控技术与电子传感器、曲面基板材料直接集成,并通过提高自动化程度来提升生产率,将可以进一步开发微流控技术的应用。
微流控设装置制造中可应用的3D打印技术例如立体光固化(SLA)、多材料喷射(MJM)在打印过程中存在未固化树脂或支撑材料。根据3D科学谷的市场研究,微流控装置的3D打印技术获得了进一步的发展,在Science Advances 中发表的研究论文“3D printed self-supporting elastomeric structures for multifunctional microfluidics”中,提出了一种可实现自支撑微流体通道3D打印的技术,其腔室中没有残存材料。研究团队验证了这一技术及材料的性能,并对该技术进行多功能微流体装置自动化制造的能力进行了验证。
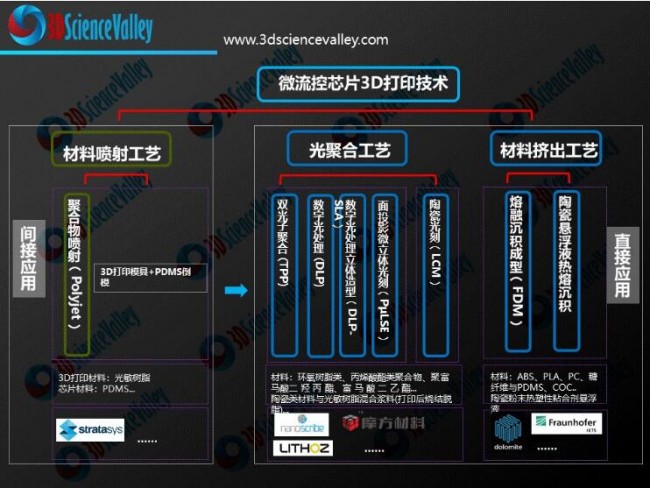 微流控芯片3D打印技术。来源:3D科学谷
微流控芯片3D打印技术。来源:3D科学谷
多功能微流体装置制造
![]() 现存挑战
现存挑战
制造微流体装置的两种常见方法是软光刻和增材制造。软光刻技术是一种微制造方式,能实现亚微米精度的微流控设备制造,常用制造材料为弹性体聚二甲基硅氧烷(PDMS),但变形、存在耗时的手动步骤等因素限制了软光刻技术在微流控设备制造中的更广泛应用。
增材制造-3D打印技术有望作为软光刻技术的补充甚至是替代性手段,增强微流体设备的可制造性。增材制造技术在该领域的应用优势包括具有实现自动化制造、便携式制造的潜力,快速原型制造以及实现集成化复杂结构的制造能力。
几种3D打印方法已用于制造微流体设备。其中,立体光固化(SLA)是一种经过广泛研究的方法,该技术使用光固化树脂来创建轮廓清晰的微通道,特征尺寸小于100μm。多材料喷射(MJM)3D打印技术通过对可紫外聚合的墨水件制造微流体设备,并具有打印多材料的能力。但由于这些3D打印技术在进行微流体通道制造时可能会存在未固化的残留树脂或临时用于形成中空结构的牺牲性支撑材料,因此将微流体通道直接集成制造在三维曲面结构或电子传感元件基板中颇具挑战性。此外,这些3D打印技术有去除残留材料和支撑结构的需求,因此难以会影响到微流体设备制造的自动化程度。还有一个问题是,这两种3D打印技术所用材料制造的微流体装置弹性较低,无法与现有结构对齐。
基于材料挤出工艺的3D打印技术为微流体装置制造提供了一种自由形式的方法,可将细丝随形沉积到目标表面上来制造微流体装置。这种技术的多功能性已经通过多种功能材料和设备验证,例如用于制造完全3D打印的光电设备阵列、制造分离生物标记物的随形通道等。
但这一技术仍存在挑战,例如用粘弹性材料直接打印空心结构时,挑战在于未固化聚合物的机械强度不足以抵抗打印结构的蠕变。解决这一问题的办法通常是添加支撑材料。还有一种方法是打印部分壁结构并并用平面玻璃盖罩住装置的顶部,但这对微流体装置的外形施加了平面和刚性约束。
3D科学谷了解到要创建没有支撑材料或外部覆盖物的空心结构,应控制两个因素,以确保自支撑结构内的最大应力小于挤压后的油墨的屈服强度:(i)中空结构至少一个维度应相对较小,从几毫米到几百微米,以减少总重力载荷;(ii)屈服强度应足够高,达到数十帕斯卡或更高,从而平衡重力载荷。悬垂的部分。
![]() 自支撑3D打印技术
自支撑3D打印技术
研究团队在论文中揭示了一种基于材料挤出的3D打印方法,该方法可以在不需大量后期处理的情况下,直接将弹性微流体结构对准并打印到平面和曲面的基材上。通过选择具有适当屈服强度的油墨并控制3D打印悬垂结构的轮廓,可以实现自支撑壁,并进一步封闭形成中空结构,例如通道和腔室。
由于微流体跨越距离处于亚毫米范围内,3D打印壁结构能够承受其中产生的足够小的弯曲力矩,因此这一方法适合用于微流体结构3D打印。随后可以为这一应用设计3D打印刀具路径,用于在通道和腔室,T形交叉点和重叠通道之间创建无泄漏的过渡。
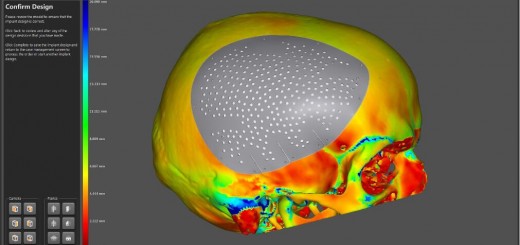
研究论文表示,这种方法消除了用粘弹性材料建造空心结构通常所需的支撑材料和外部覆盖物,能够实现材料混合器、微流体集成盐度传感器的制造。研究团队还用使用该技术在球形表面上集成了与阀集成的3D微流体通道。这一技术及应用为在人体等复杂曲面基体材料上直接制造微流体装置提供了机会。
![]() 应用验证
应用验证
研究团队通过以上技术制造了自支撑流体结构、微流体混合器、微流集成盐度传感器、自动化组件和3D微流体。
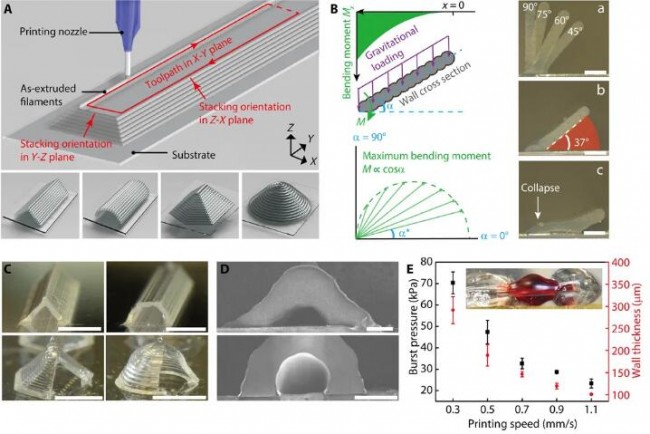 图1 3D打印自支撑微流体结构。来源:Science Advances
图1 3D打印自支撑微流体结构。来源:Science Advances
图1展示了3D打印自支撑微流体结构。(A)顶部:3D打印微流体通道的示意图。底部:自支撑结构的3D模型,包括三角形通道、圆形通道、六边形圆顶和圆锥形圆顶。(B)左:有自支撑壁的弯矩分析。右图:(a)不同倾斜角度和700μm悬伸长度的硅树脂壁的复合截面图。每个单独图像的边界都以壁的边缘来区分。(b)37°被认为是可以打印的最小倾斜角度。(c)以低于37°的倾斜角印刷的硅树脂墙在根部塌陷。比例尺,200μm。(C)3D打印的微流体通道和腔室的照片。(D)宽度为ca. 100 微米的三角形和圆形通道的SEM图像。(E)相对于3D打印速度(N = 3)的爆破压力和三角形通道壁厚图。插图显示了一个被测样品,其长度为5毫米,壁厚约ca. 150 微米。
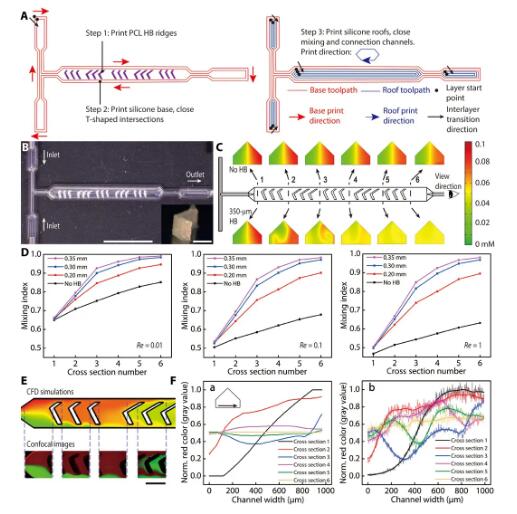 图2 3D打印的多材料微流体混合器。来源:Science Advances
图2 3D打印的多材料微流体混合器。来源:Science Advances
图2 展示了3D打印的多材料微流体混合器。(A)混合器的三步打印程序。设计了连续的刀具路径,最大程度地减少墨水挤出中断,并实现通道之间的无泄漏连接。(B)3D打印混合器的俯视图。插图显示了一个用PCL打印的HB凸脊 (C)在Re = 1的六个横截面上进行化学物种混合的CFD模拟。分别在顶部和底部显示沿混合通道的混合演变情况,该混合过程在没有和带有HB脊(350μm)的情况下进行。(D)在斯托克斯流态(Re≤1)内具有不同HB脊高度的模拟混合指数图。(E)在沿混合通道的选定部分的模拟浓度和共焦图像的颜色图之间进行比较。成像平面在基材上方10微米。Re =1。HB高度为350微米,比例尺500μm。(F)在模拟色彩图(a)和共焦图像(b)之间的上述六个横截面上,通过混合通道的红色强度比较。图(b)中的数据通过傅立叶低通滤波器进行了转换。
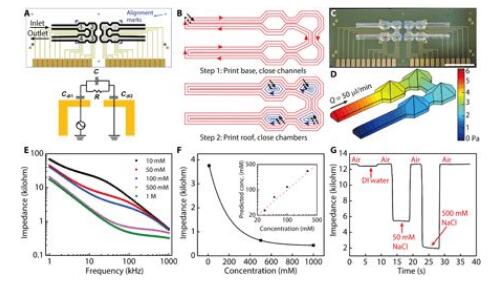 图3 集成了微流控的盐度传感器。来源:Science Advances
图3 集成了微流控的盐度传感器。来源:Science Advances
图3所展示的微流控的盐度传感器,包括微制造的传感器阵列和3D打印的通道和腔室。
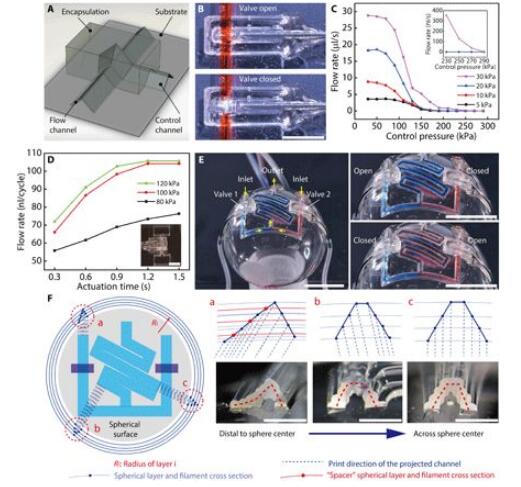 图4 3D打印的微流体阀。来源:Science Advances
图4 3D打印的微流体阀。来源:Science Advances
图4展示的3D打印的微流体阀由一个允许液体穿过的流动通道和一个随形打印在该流动通道上方的控制通道组成,在两个通道之间形成了封闭的中空空间,在被压缩气体致动时起到阀门的作用。然后,将阀段(即两个通道的交叉点)用紫外线固化的丙烯酸酯基树脂封装并硬化,使得控制通道中的压缩气体仅向下膨胀才能关闭阀(图4B)。高弹性的硅树脂壁提供了一个柔性的天然膜来打开或关闭阀门。控制通道可方便地与外管连接,并直接用封装树脂密封,封装树脂将其密封保持在最高600 kPa的气压下。
通常,较高的流动压力需要相应较高的关闭压力来停止流动。在对阀门的关闭压力测试中,一个300 kPa的控制压力完全关闭了阀门,同时对流道施加了高达30 kPa的液压(图4C)。此外,蠕动微流泵也可以使用平行布置并封装为一个单元的三个控制通道直接进行3D打印。微流体泵可以通过根据三相蠕动代码激活的控制通道来操作。较长驱动时间可以使控制通道更完全关闭,因此可以通过调整实现在每个循环中产生更大的泵送量。根据研究团队的测试,在100 kPa的促动压力和1.2 s的促动时间下,实现了105μl/循环的流速(图4D)。
![]() 总结
总结
整体来说,这项研究工作提出了一种基于材料挤压工艺的3D打印方法,可食用乙酰氧基硅酮材料自动制造自支撑的弹性体结构。该技术的应用方向是制造微流体控制装置,并能够实现在复杂曲面基体上直接3D打印集成化的微流控装置。
通过该技术3D打印中空的微流体通道和腔室时无需在亚毫米范围内使用支撑材料,所打印的通道宽度低至100μm。研究团队通过专门设计的连续打印工具路径,实现了包括T形交叉点、通道与腔室之间的连接以及重叠通道在内的无泄漏微流体成分,并能够与预先制造的3D结构和电子传感器进行简洁的集成。
3D科学谷了解到,研究团队在未来的工作中将进一步增强和扩展3D打印微流体设备的性能和功能。例如,通过选择较小的喷嘴和调整打印参数实现较高的通道分辨率;(可通过多层打印增加破裂压力,满足某些应用的压力要求;传感阵列可以在3D打印机上单独进行功能化,并集成在微流传感器中,从而实现多重生化传感;对于涉及快速传热和细胞粘附等问题的应用,可以研究控制壁面粗糙度的方法;可以进行大规模集成,自动化和多功能流体处理,从而能够进行自动医学检验诊断分析。
总体而言,在这项研究中所提出的3D打印技术是制造常规和下一代多功能微流体结构和设备的工具。
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。