AeroMet公司利用高能束流快速制造技术制造了F-22战机的TC4钛合金接头,满足疲劳寿命2倍要求;F/A-18E/F的翼根吊环,满足疲劳寿命4倍要求且静力加载到225%仍未破坏。
金属丝材高能束熔融沉积技术是在高能束送丝焊接基础上发展起来的,其中熔化丝材的电子束自由成型快速制造技术,由于在真空环境工作,其冶金质量高,特别是钛合金等材料的快速制造,其发展速度非常快。1995年,美国麻省理工学院首次试制了In718合金涡轮盘。目前,已可以制造出形状比较复杂的零件,最大沉积速率3500cm/h,性能达到锻件水平,另外,西雅基公司利用该项技术制造了F-22上的钛合金AMAD支座、吊耳和万向结以及直升飞机的螺旋桨支架等。
以激光束、电子束、等离子或离子束为热源,加热材料使之结合、直接制造零件的方法,称为高能束流快速制造,是“增材制造”领域的重要分支,多用于工业领域。
高能束流快速制造技术是基于离散/堆积原理的增材成型技术,由零件的3D模型可直接制造出任意复杂形状的金属零件,能够大大减少制造工序、缩短生产周期,节省材料、降低成本等特点。自上世纪90年代中期以来,该技术已发展为多种门类,如激光选区熔化(SLM)、电子束熔化制造(EBM)、激光近净形制造(LENS)、金属直接沉积(DMD)、形状沉积制造(SDM)以及电子束自由成形(EBFFF)等。采用的热源主要为激光、电子束和电弧等束源,该技术根据材料在沉积时的不同状态可以分为:熔覆沉积技术,材料在沉积反应时才送入沉积位置,由高能束在沉积区域产生熔池并高速移动,熔化后沉积下来;选区沉积技术,材料在沉积反应前已位于沉积位置上,再用高能束逐点逐行烧结或熔化。

激光选区烧结技术(SLS),由于光斑或熔池较小,无需附加支撑,因此该技术制造的零件精度较高且形状较复杂。激光选区熔化技术(SLM)是在SLS技术的基础上发展起来的,两者的不同之处在于后者所采用的是一种金属材料与另一种低熔点材料(可以是低熔点金属或有机粘接材料)的混合物,在加工过程中,低熔点材料熔化或部分熔化,但熔点较高的金属材料被已熔化的低熔点材料包覆粘结在一起,从而形成类似于粉末冶金烧结坯件的原型。但这种零件还需要经过高温重熔或渗金属填补孔隙等后处理以后才能使用。
电子束选区熔化技术(EBM)与SLS/SLM技术相比,具有独特的优点:无反射、可加工激光不易加工的金、银、铜、铝等材料;成形环境为真空,特别有利于钛等活泼金属的成形,然而EBM技术成形精度较差,为后续表面光整带来极大困难。
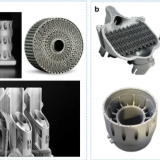
激光选区熔化净成形技术无需模具,直接利用金属粉末成形任意复杂零件,特别是点阵夹芯与复杂型腔结构件,可解决中小型复杂金属构件的难加工、周期长、成本高等问题。国外的罗罗、GE、普惠、MTU、波音、EADS、空客等公司利用此技术开发了商业化的金属零部件。由于此技术在点阵夹芯结构领域具备优势,可为我国航空装备研制提供一种快速响应和精确制造的快速验证先进技术。