根据3D科学谷的市场了解,通常注塑模具需要很大的重量、巨大的材料成本、安全管理和辅助设施的安装。在本期案例研究中,通过3D打印-增材制造 (AM) 技术实现了一种由点阵晶格结构组成的轻质注塑模具,模具的重量和材料用量减少了约 79%,通过注塑测试,使用聚氯乙烯 (PVC) 成功注塑 400 次而不损坏模具。
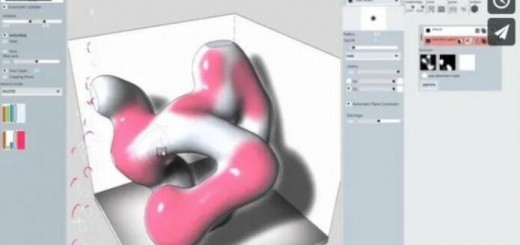
 点阵建模软件
点阵建模软件
© 3D科学谷白皮书
轻量化模具
在汽车、航空航天、船舶和家电行业中,需要大型模具来制造零件。然而,大型注塑模具存在与模具材料的重量和单位成本、安全管理风险以及对辅助设施的需求相关的问题,这些问题可以通过使用轻量化模具来克服。换言之,可以通过3D打印-增材制造技术制造带点阵结构的模具内部,从而获得轻量化的效果。
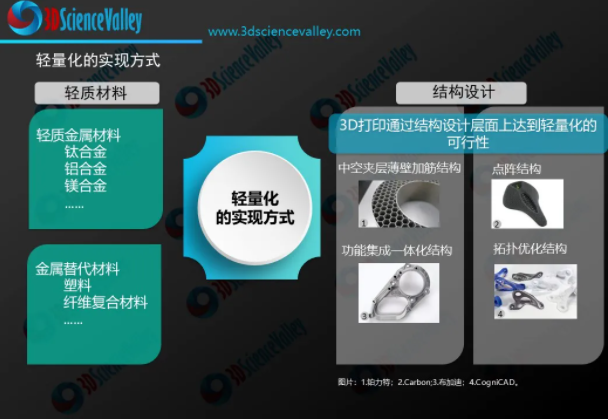 轻量化的实现方式
轻量化的实现方式
© 3D科学谷白皮书
当前为了减轻模具的重量,有一种方式是采用塑料材质的快速模具,不过塑料作为模具存在热性能低的缺点,因此,对于轻质注塑模具,塑料模具是理想的,但是,它们具有热阻低等局限性。
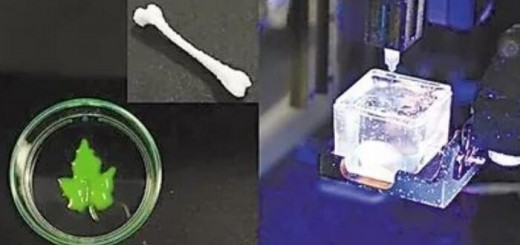
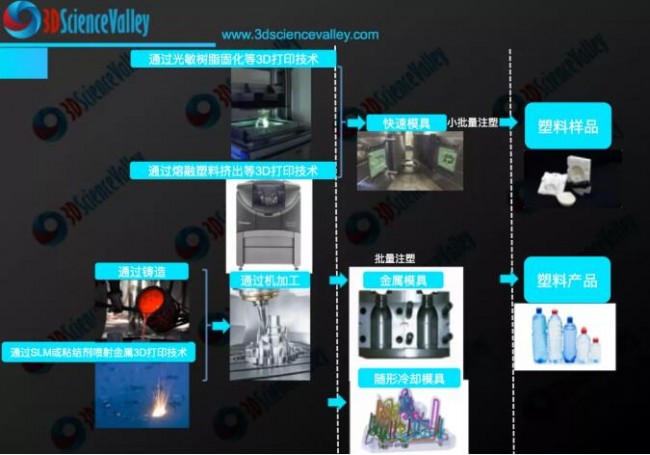 模具的3D打印制造技术
模具的3D打印制造技术
© 3D科学谷白皮书
为了提高传热性能,带点阵晶格结构的金属注塑模具是理想的选择,根据3D科学谷的了解,一般来说,制造传统模具需要设计、铣削、车床、钻孔、线切割、计算机数控 (CNC) 加工和组装等许多过程,并且在各个阶段都需要熟练的劳动力。通过 AM-增材制造技术可以简单地减少设计和组装等过程。
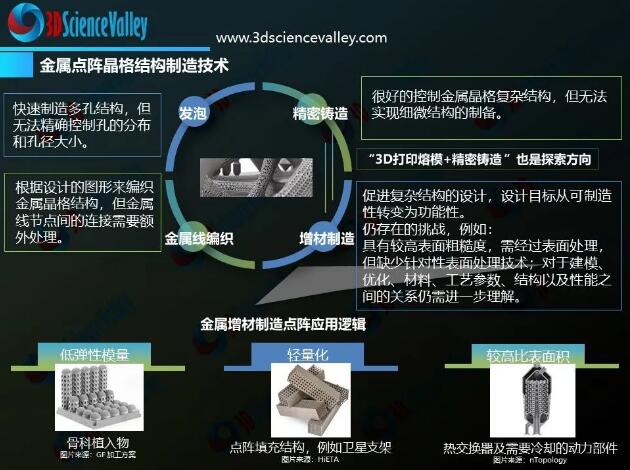 金属点阵结构的制造技术
金属点阵结构的制造技术
© 3D科学谷白皮书
![]() 3D打印点阵晶格结构的轻质模具
3D打印点阵晶格结构的轻质模具
在3D打印注塑模具这个过程中,使用点阵晶格结构可以节省制造成本,甚至材料成本。在《Lightweight injection mold using additively manufactured Ti-6Al-4V lattice structures》案例中,使用3D打印-增材制造技术,研究人员通过计算机辅助工程 (CAE) 研究了点阵晶格可以承受的最大载荷和最小表面结构的形成,用于制造轻质模具。
研究人员进行了全面的研究,包括点阵晶格结构的压缩测试、增材制造设计 (DfAM) 模具的 CAE 分析、轻质模具的 AM-增材制造以及注塑成型的可行性测试。
 © 《Lightweight injection mold using additively manufactured Ti-6Al-4V lattice structures》
© 《Lightweight injection mold using additively manufactured Ti-6Al-4V lattice structures》
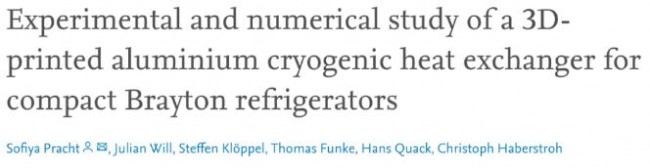
对于以拉伸和弯曲为主的晶格结构,首先根据施加于注塑模具的压缩载荷来研究屈服强度。此外,通过CAE分析确认了模具的应力分布,同时考虑了注射过程中聚合物材料在模具中的锁模力和压力。
根据知乎,锁模力又称合模力,是指注塑机的合模机构对模具合模后所能施加的最大夹紧力。当原料以高压注入模穴内时会产生一个撑模的力量,因此注塑机的锁模单元必须提供足够的“锁模力”使模具不至于被熔融料撑开。当熔体充满型腔时,注射压力在型腔内所产生的作用力总是力图使模具沿分型面胀开,为此,注射机的锁模力必须大于型腔内熔体压力与塑料制品及浇注及浇注系统在分型面上的投影面积之和的乘积。
基于压缩测试和CAE分析,每个能够抵抗注塑过程中产生的载荷的晶格结构都被适当地放置在模具内。使用聚氯乙烯 (PVC) 或橡胶注射所需的 Ti-6Al-4V 增材制造轻质模具;模具材料会受到基于氯化物和硫磺的腐蚀。
结果,与实心模具相比,重量成功减轻了约 79%,并且使用 PVC 注射了 400 次注射到轻质模具中而没有任何损坏,这证实了轻质模具用于注塑成型的可行性。换句话说,通过将 AM 技术与 Ti-6Al-4V 一起应用,展示了一种具有点阵晶格结构的轻质模具,因此,预计这样的设计将有助于扩大在模具行业中使用 AM-增材制造 技术的应用领域,包括安全相关风险预防和降低成本。
研究人员设计的点阵晶格结构是使用3D systems的3DXpert软件设计的结构,使用ANSYS静态结构软件进行结构分析,以确认在注射成型过程中根据密度和模具的压缩载荷下晶格结构的单元格的应力分布。在单元格结构分析的情况下,网格尺寸设置为 0.2 mm。
为了验证3D打印-增材制造具有点阵晶格结构的Ti-6Al-4V材质的轻质模具的可行性,研究人员进行了注塑测试,将 PVC 熔体注入3D打印的轻质模具中。喷嘴温度、螺杆转速、保压压力和冷却时间分别设置为 250 °C、20 mm/s、22 MPa 和 15 s。反复进行注塑测试,直到注塑周期达到 400 次。
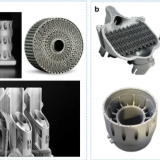
![]() 3D打印点阵晶格的更多机遇与挑战
3D打印点阵晶格的更多机遇与挑战
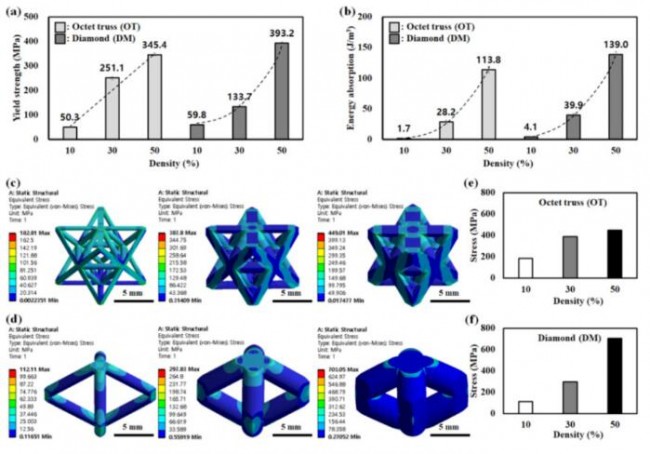
点阵或带螺旋的轻量化结构不仅仅可以用于为模具减重,还可以直接作为留道,提升注塑模具散热能力。通过使用螺旋状的冷却流道,使得热交换表面增大,同时减少了壁的厚度。
 ©Fortify
©Fortify
不过,根据3D科学谷的了解,点阵结构的建模和3D打印中还存在不少挑战。一个关键的挑战是要证明设计的性能可靠性,特别是在抗疲劳方面。由于点阵结构的表面和尖锐的交叉点很多,这带来了应力集中。
在点阵结构的设计方面,软件企业与增材制造企业以及点阵结构应用企业进行了大量探索。例如,在软件企业中,安世亚太针对增材制造点阵结构仿真分析,开发了多尺度算法仿真软件Lattice Simulation,基于多尺度算法,用户可以采用等效均质化技术对点阵结构进行有限元分析,并且提取非均质化点阵结构的等效材料参数,在均质化等效实体模型宏观力学分析后,可以通过局部分析对胞元结构进行详细的应力校核。
在应用企业中,中国空间技术研究院总体部根据三维点阵的胞元形式的特点,结合三维点阵在航天器结构中应用的实际情况,提出三维点阵结构胞元的表达规范,即通过胞元占据的空间并结合胞元杆件的直径来表达三维点阵结构胞元的设计信息。
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,3D科学谷为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注3D科学谷发布的白皮书系列。
![]()
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。