聚醚醚酮 (PEEK) 是一种具有出色机械性能的高性能塑料。相对于传统PEEK 零件制造工艺,基于材料挤出工艺的熔融沉积建模 (FDM)3D打印技术能够以简单、高效的方式有效地开发特定于设计的PEEK 结构。
当然,PEEK FDM 3D打印技术也存在挑战,这是由于PEEK 材料具有高熔点和熔体对于粘度。因此,优化FDM增材制造-3D打印工艺,以生产具有良好机械性能的PEEK部件至关重要。
克利夫兰州立大学机械工程系的研究团队,研究了6种FDM 3D打印工艺参数对PEEK机械性能的影响,并为 PEEK 材料FDM 3D打印技术建立了加工-结构-性能关系。本期,谷.专栏将对此研究成果的主要内容进行分享。
 相关研究论文链接:
相关研究论文链接:
https://doi.org/10.1016/j.mtla.2022.101427
![]() 研究背景
研究背景
聚醚醚酮 (PEEK) 是一种半结晶热塑性塑料,与聚乳酸 (PLA) 和丙烯腈丁二烯苯乙烯 (ABS) 等常规聚合物相比,具有出色的机械性能和熔点。例如,该材料的杨氏模量约为3GPa,拉伸强度约为103MPa,熔点为343 °C。此外,PEEK材料对热和化学降解具有很强的抵抗力。所有这些高质量的特性使得 PEEK 成为最适合用于航空航天、军工、汽车、电子、石油和天然气、化学工业和生物医学的各种高性能应用的先进聚合物之一。
通常,基于PEEK的产品是通过传统的制造技术开发的,例如注塑成型、压缩成型或挤压棒的加工。然而,通过传统制造技术制造复杂设计的 PEEK 零件是很困难的。此外,传统方法缺乏精确度,涉及材料浪费、加工时间和成本高,甚至污染成品。
增材制造-3D打印技术可根据产品设计和架构精确地逐层开发产品。由于PEEK 材料的高熔点,长期以来主要使用的3D打印技术是选择性激光烧结 (SLS)。然而,SLS 3D打印技术也存在一些挑战。如:烧结过程程因 PEEK 的粉末粒度和形态变化而变得复杂;烧结过程中产生的有害气体可能导致产品污染;未烧结的PEEK粉末,存在材料浪费的问题;工业级SLS 3D打印设备相对价格昂贵,需要较大的占地空间。这些挑战限制了PEEK 增材制造的广泛应用。
基于材料挤出工艺的熔融沉积建模 (FDM) 3D打印技术,这类技术因使用相对简单且设备成本较低,设备紧凑,已被广泛用于工业产品开发与小批量制造,该技术已逐渐被应用到PEEK 材料增材制造领域。
然而,与ABS、PLA 等热塑性塑料相比,PEEK 材料对于FDM 3D打印技术提出了更高挑战。由于PEEK的高熔点,而需要高的热处理条件。在3D打印PEEK 材料时,只能使用350–440 °C 范围内的喷嘴温度打印,并且要求构建板温度范围为100–150 °C,环境(或腔室)温度范围为 90–160 °C 。升高的加工温度与 PEEK 的高结晶速度相结合会导致过大的热应力(打印层之间分布不均匀),并可能导致热裂纹,3D打印PEEK部件中的层间附着力差和部件翘曲。因此,PEEK FDM 3D打印远比很多工程塑料、通用塑料的过程复杂和具有挑战性,需要通过专业的制造技术,以及适合PEEK 材料的FDM 3D打印设备,来开发高质量的PEEK 3D打印零件。
在过去几年中,PEEK材料 FDM3D打印技术引起了广泛关注,多个研究机构探索了不同 FDM 加工参数对 PEEK 零件性能的影响。研究表明,PEEK 零件的材料和机械性能以及整体质量在很大程度上取决于 FDM 3D打印的加工参数。因此,大多数研究的侧重点是确定最佳 FDM 3D打印参数,从而制造出具有最佳性能的 PEEK 3D打印零件。
克利夫兰州立大学机械工程系的研究团队在研究论文中指出,尽管现有研究提供了有 PEEK材料FDM 3D打印的基本信息,但仍缺乏全面的研究来详细分析 FDM 3D打印PEEK 零件的加工-结构-性能-关系。在大多数情况下,研究人员在不同的研究中探索了有限的加工参数对3D打印 PEEK 材料的机械和/或材料特性的影响,例如,有的研究只选择了热处理条件,有的研究只选择了层厚度、光栅角度或打印速度等参数。总而言之,以往的现有研究并未全面彻底的探讨不同加工参数对使用特定3D打印设备与材料制造的3D打印PEEK 的机械性能的影响。
研究团队为解决上述问题,针对FDM PEEK材料3D打印技术开展了从何研究。在研究过程中,该团队使用专有的PEEK 丝材和3D打印设备探索了许多必要的加工条件对于PEEK 各种机械性能的影响。具体来说,团队研究了六个工艺参数的影响: (1) 喷嘴温度 (2) 基板温度 (3) 打印腔室温度 (4) 层厚 (5) 打印速度 (6) 退火对FDM 3D打印PEEK零件拉伸、压缩和弯曲性能的影响。这些加工参数在之前的研究中已被确定为会显著影响3D打印零件质量的重要参数。
![]() 实验
实验
l 材料与设备
研究团队采用的实验材料为3DXTECH的直径1.75毫米的PEEK 丝材,并将丝材在 120°C 下干燥了5小时。采用的3D打印设备为INTAMSYS-远铸智能的FUNMAT HT。研究团队对各种PEEK 3D打印样件进行了机械测试。每组样件中,每次只调整一种打印参数,其他参数保持不变。例如:每次调整打印喷嘴的问题,但是打印基板温度、腔室温度、层厚、打印速度参数保持不变。
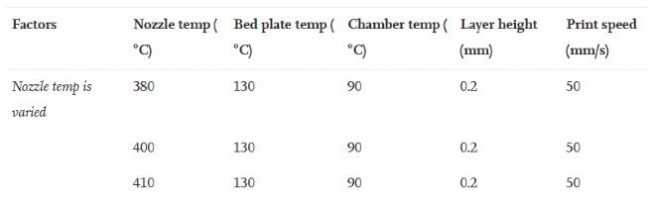 表 1(节选). 研究中遵循的各种3D打印参数。
表 1(节选). 研究中遵循的各种3D打印参数。
l 机械性能
研究团队在室温下对3D打印的 PEEK 部件进行拉伸、压缩和弯曲测试。
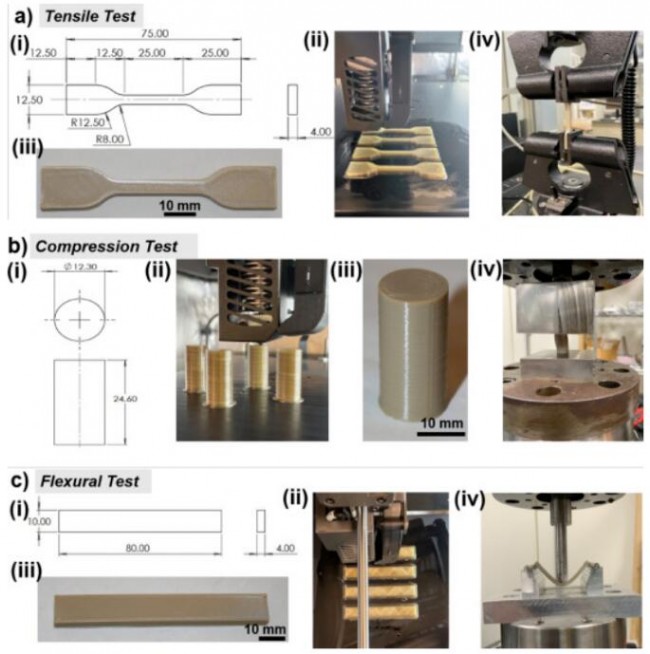 图 1. 用于 (a) 拉伸测试、(b) 压缩测试和 (c) 弯曲测试的FDM 3D打印PEEK样件。每个测试的详细信息显示在 (i) 至 (iv) 中。(i) 样件 CAD 图纸 (ii) 正在打印中的PEEK样件(iii) 成品 PEEK 3D打印样件(在打印后经过退火处理) (iv) 正在进行机械测试的3D打印样件。
图 1. 用于 (a) 拉伸测试、(b) 压缩测试和 (c) 弯曲测试的FDM 3D打印PEEK样件。每个测试的详细信息显示在 (i) 至 (iv) 中。(i) 样件 CAD 图纸 (ii) 正在打印中的PEEK样件(iii) 成品 PEEK 3D打印样件(在打印后经过退火处理) (iv) 正在进行机械测试的3D打印样件。
研究团队选择了一种后热处理工艺来提高PEEK 零件的机械性能。完成打印后,他们将一组样品做了如下处理:在160°C下热处理30 分钟,然后在 200°C 下热处理 2 小时,并逐渐冷却至室温。为了比较的目的,另一组样品没有进行退火。这两组样件都是使用以下 FDM 3D打印参数开发的:喷嘴温度 410 °C,底板温度130 °C,腔室温度90 °C,层厚0.2 mm,打印速度 50 mm/s。此外还对3D打印样件进行了物理表征与统计分析。
![]() 结果举例
结果举例
研究中探索的所有拉伸样品均因突然整齐断裂而失败。失败后的一些拉伸试样如图 2a 所示; 其中一个拉伸试样的断裂表面 SEM 图像如图 3(a-d)所示。
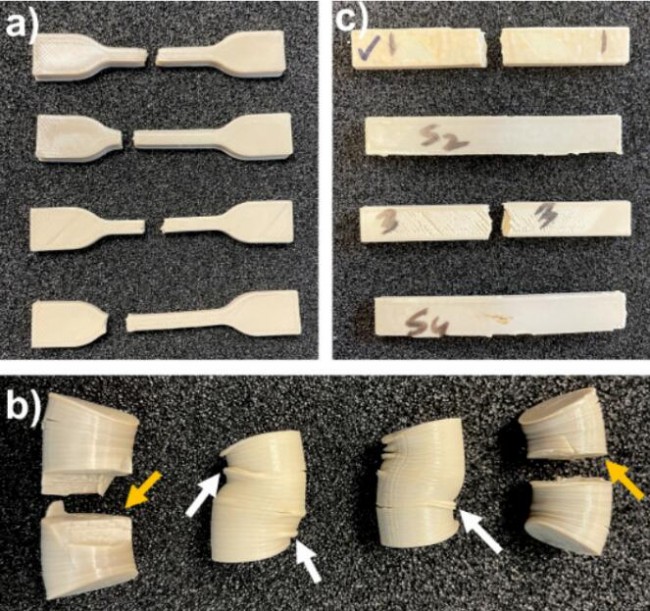 图 2. (a) 拉伸、(b) 压缩和 (c) 弯曲试验后失效/断裂3D打印样件图片。白色箭头表示层的破碎,黄色箭头表示完全分层。
图 2. (a) 拉伸、(b) 压缩和 (c) 弯曲试验后失效/断裂3D打印样件图片。白色箭头表示层的破碎,黄色箭头表示完全分层。
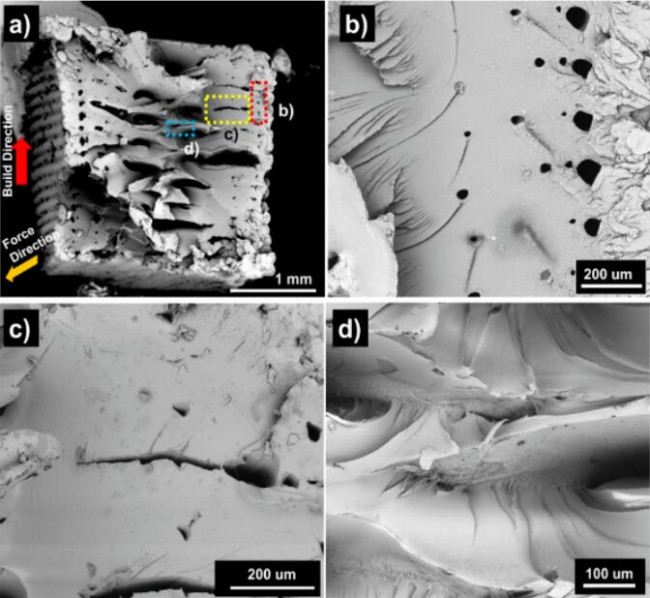 图 3 拉伸样件断口的 SEM 图像。(a) 断裂表面的低倍显微照片 (b)、(c)和(d)为图(a)所示虚线区域的高倍显微照片。 空隙的裂纹萌生和扩展是显而易见的, 大部分分层和破裂发生在3D打印样件的中心。
图 3 拉伸样件断口的 SEM 图像。(a) 断裂表面的低倍显微照片 (b)、(c)和(d)为图(a)所示虚线区域的高倍显微照片。 空隙的裂纹萌生和扩展是显而易见的, 大部分分层和破裂发生在3D打印样件的中心。
研究人员探索了PEEK 3D打印样件是否需要退火,或在实验中所设置的3D打印设备腔室温度是否足以产生坚固的样品。实验中使用的3D打印设备腔室温度可高达 90 °C。尽管使用了最高的腔室温度设置(90 °C),研究团队仍观察到在未经退火处理的 3D打印PEEK样件上出现不同的非晶态(或结晶度较低)和结晶区域(相对于非晶态区域结晶度更高),如图 4(a-c)所示。
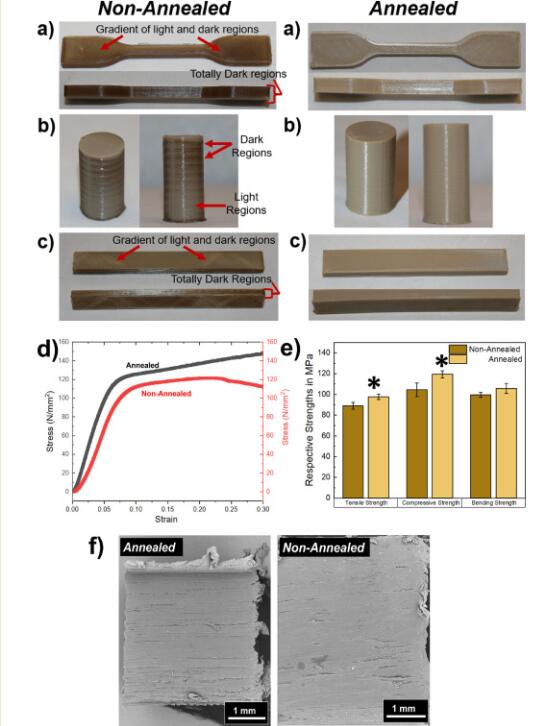 图 4. 退火和非退火3D打印PEEK样件的结果。(a-c)为 (a) 拉伸 (b) 压缩和 (c) 弯曲测试的未退火和退火3D打印PEEK样件。退火零件在整个样品表面区域都显示出均匀的米色。(d) 退火和非退火 PEEK 样件的典型应力-应变(压缩)曲线。(e) 退火和非退火部分各自强度的比较。* 表示相对于同一强度组中的未退火样件具有统计学意义(Tukey 检验,p < 0.05)。(f) 退火和非退火拉伸样件横截面的 SEM 图像。
图 4. 退火和非退火3D打印PEEK样件的结果。(a-c)为 (a) 拉伸 (b) 压缩和 (c) 弯曲测试的未退火和退火3D打印PEEK样件。退火零件在整个样品表面区域都显示出均匀的米色。(d) 退火和非退火 PEEK 样件的典型应力-应变(压缩)曲线。(e) 退火和非退火部分各自强度的比较。* 表示相对于同一强度组中的未退火样件具有统计学意义(Tukey 检验,p < 0.05)。(f) 退火和非退火拉伸样件横截面的 SEM 图像。
结果证实,90 °C 的腔室温度足以产生具有良好机械性能的部件,但不足以提供足够高的腔室或环境温度来制造具有均匀结晶的3D打印PEEK零件。因此,需要退火作为一种后热处理方法,以获得具有增强机械性能的均匀结晶 PEEK 部件。
研究团队接下来还陆续探索了喷嘴温度、基板温度、腔室温度、层厚、打印速度对于 PEEK 3D打印零件机械性能的影响。
![]() 总结
总结
研究结果表明喷嘴和腔室温度、层厚和打印速度对于开发坚固的 PEEK 结构至关重要。此外,退火有助于获得具有出色拉伸 (97.34 MPa)、压缩 (118.26 MPa) 和弯曲 (104.65 MPa) 强度的PEEK 3D打印零件;值得注意的是,其强度与注塑成型零件相当。零件横截面和断口的 SEM 和立体显微镜图像提供了有趣的洞察力,让研究团队深入了解3D打印参数在微观结构水平上对零件机械性能的影响,并提出了尽量减少机械性能退化的方法。总体而言,这项研究提供了通过FDM 3D打印技术开发具有出色机械性能的PEEK 零件时所需的基本知识。
![]() 未来发展方向
未来发展方向
总体而言,研究团队探讨了关于FDM 3D打印PEEK零件机械性能的六个重要 加工参数。其研究结果揭示了影响材料结构和3D打印零件机械性能的热处理条件(例如喷嘴、底板和腔室温度)之间可能存在关系。此外,需要更多的研究来具体确定增强 3D打印PEEK 产品机械性能的最关键参数。
研究部团队指出,凭借在这项研究中获得的知识并借助优化的打印条件,未来的工作应集中在开发各种 PEEK 3D打印应用产品上。由于材料的表面特性决定了许多重要的应用,因此还应努力提高 3D打印PEEK零件的表面特性。值得注意的是,由于打印小型 PEEK 零件具有挑战性,因此应开发具有高分辨率和强大机械性能的小型 3D打印PEEK零件(在 10-20 毫米范围内)。同时,也值得探索相同的3D打印条件是否可以在这些零件中产生所需的机械性能。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。