近日哈尔滨工业大学红外薄膜与晶体团队从缺陷角度对粘结剂喷射工艺(Binder Jetting,BJ)进行了一个全面的综述。根据BJ成型机理,首次系统地将BJ相关成型缺陷分为切片缺陷、铺粉缺陷、单层打印缺陷、多层打印缺陷和脱粉缺陷五类。特别强调了粘合剂与粉末床相互作用引起的异常现象,这从根本上将 BJ 与传统的增材制造工艺区分开来,对粘结剂增材制造领域的成型质量的基础研究具有重要意义。相关成果以Review of the types, formation mechanisms, effects, and elimination methods of binder jetting 3D-printing defects为题发表在中科院1区TOP期刊Journal of Materials Research and Technology(IF:6.4)上。
 文章链接
文章链接
https://doi.org/10.1016/j.jmrt.2023.11.045
![]() 前言
前言
粘合剂喷射(BJ) 于1993年由麻省理工学院发明。其形成过程主要依赖于粉末-粘合剂-粉末方法的粘合,因此BJ几乎可以打印任何可以完成粉末铺展过程的材料,例如316L、铜、钛合金、SiC和WC。BJ 打印的复杂结构部件,如图1所示。此外,作为能量输入最低的3D打印方法,BJ具有较低的热残余应力、更高的生产率和更好的粉末可回收性等优点。因此,BJ具有巨大的发展潜力。目前,对成型过程中缺陷背后的机制缺乏了解仍然是BJ技术发展的主要障碍。与广泛研究的激光打印方法相比,关于 BJ 缺陷的报道仍然零散且缺乏全面的分析。
 图1 BJ 打印零件
图1 BJ 打印零件
目前,BJ研究综述主要集中在打印粘合剂、打印材料和打印工艺参数。这些过程中缺陷的耦合效应常常被忽视。没有任何报告提供详细而深入的总结。Dini等重点介绍了BJ成形过程中的粘结剂注入过程和烧结过程,以及缺陷及其缓解方法。然而,他们忽视了粉床内粘结剂累积和渗透所产生的综合缺陷,包括“bleeding”、“weak binding”、“shearing”等问题。Pastre等对BJ形成过程中遇到的缺陷及其影响因素进行了初步回顾。然而,他们的讨论仅限于从宏观层面的缺陷进行不太全面和孤立的总结。忽略了粉末铺展对粉末的限制以及喷射工艺对粘合剂的要求。此外,他们没有提供针对这些缺陷的机制、互连和克服策略的深入总结。总体而言,迄今为止,还没有专门针对BJ缺陷的综合报道。这也是本综述的首要目的:率先全面概述当前BJ成型工艺中遇到的缺陷,深入研究了缺陷形成的机制、克服策略。
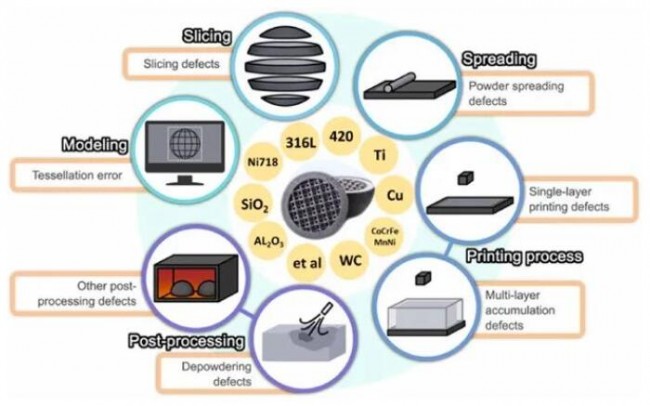 图2 BJ打印原理及相应缺陷分类示意图
图2 BJ打印原理及相应缺陷分类示意图
![]() 切片缺陷
切片缺陷
当获得打印模型之后,3D打印的第一步是将 3D 计算机辅助设计 (CAD) 模型转换为 2D 平面,以便逐层制造。由于单层打印表面厚度的存在以及CAD模型的任意性,打印部分与CAD模型的边界很难准确匹配,导致打印图形与CAD模型之间存在差异。我们将这些差异称为“切片缺陷”。研究人员主要将切片缺陷视为“阶梯效应”。尽管相关研究较少,但由于粘合剂渗透造成的渗透误差不可忽略。减少打印过程中切片缺陷造成的精度下降,从而缩短后处理周期仍然是一个挑战,需要对BJ切片缺陷进行深入探索才能解决。
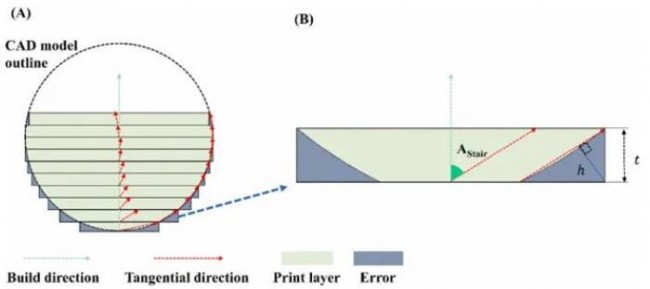 图3 切片缺陷示意图
图3 切片缺陷示意图
这种缺陷随着成型液滴尺寸的减小而减小,这是研究人员寻求打印更小的液滴的最重要原因之一。然而,对于现有的 BJ 打印系统,较小的墨滴意味着更高分辨率的打印头,这会导致打印头稳定性较差和更高的生产成本。因此,更高分辨率、更稳定的打印头构成了高精度BJ形成的基础。值得一提的是,可以改变单层打印信息实现局部墨量控制的灰度打印方式逐渐引起人们的关注。相邻打印位置之间的灰度差异可用于抑制粘合剂流动以控制局部有效饱和度。
![]() 铺粉缺陷
铺粉缺陷
粉末铺展过程中的缺陷在粉床类(Powder Bed Based,PBB) 打印方法中很常见。特别是,在BJ中,生坯的强度普遍弱于其他PBB打印方法。低强度表明生件对粉末铺展工艺参数的选择更加敏感。粉末密度几乎决定了BJ打印部件的密度。在获得高粉末密度的过程中避免粉末铺展缺陷是一个挑战。针对不同的打印材料,铺粉工艺参数是解决问题的关键。
铺粉效果的影响因素总结于表1中。粉末的粒径与其流动性和粉床的密度密切相关。选择合适的粒度分布是平衡铺粉效果和密度的关键。粉末铺展性能无疑是评价材料能否通过BJ工艺成型的重要指标,作为PBB打印方法,特别是低强度打印生坯的BJ。有效的粉末铺展工艺可以有效地发挥 BJ 粉末的全部潜力。粉末铺粉装置的当前状态似乎遇到了限制。探索对粉末表面进行修饰以增强粉末铺展的有效性可能是 PBB 打印未来的一个有前途的方向。

![]() 单层打印缺陷
单层打印缺陷
由于BJ分层成型的特点,铺粉后粘合剂的选择性沉积(单层打印工艺)是成型过程的基础。我们根据打印过程将单层打印过程分为三个部分:粘合剂喷射(第4.1节)、粘合剂与粉末床接触(第4.2节)和原位加热(第4.3节)。尽管一些研究人员对此过程的部分内容做出了出色的报告,关于缺陷的综合报道很少。单层打印缺陷在成型过程中难以识别;然而,它们对最终打印部件性能的影响不可忽视。系统地阐明这些缺陷的原因和影响至关重要,这对 BJ 具有重要意义。
 图4 堵头缺陷
图4 堵头缺陷
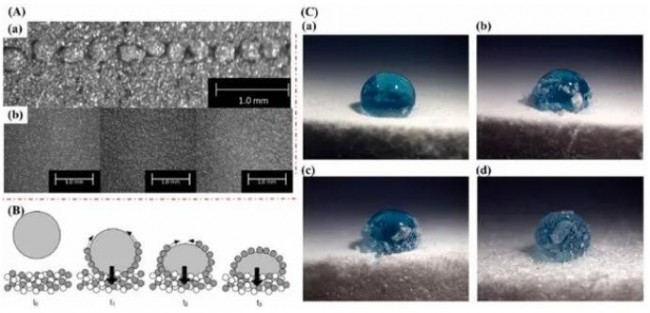 图5 粘结剂-粉末撞击缺陷
图5 粘结剂-粉末撞击缺陷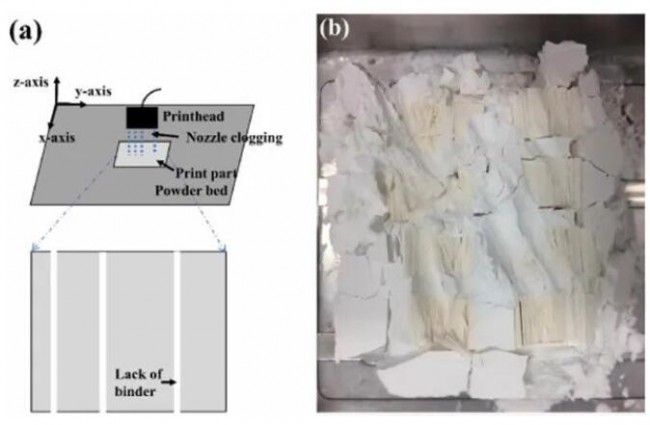 图6 “Balling”缺陷
图6 “Balling”缺陷
![]() 多层打印缺陷
多层打印缺陷
通过粘合剂沉积获得完整理想的打印图案后,值得注意的是,单层的完美并不意味着打印部件的完美。逐层累积的效果会导致打印件变得不可预测。在BJ打印过程中,缺陷的层层积累大多是由于工艺参数错误选择造成的。研究人员主要致力于克服这些缺陷。常见的多层累积缺陷包括“shearing”、“bleeding”和“weak binding”。我们之前在3.3节中讨论过“shearing” 。BJ打印零件的“bleeding”现象,如图7所示,最早由Harris提出;它是粘合剂在高度饱和状态下的宏观流动。它通常表现为打印部件底部过多的粉末结合。形成这种现象的原因在于粘合剂在重力驱动下沿着压力梯度运动。表面上的过度扩散称为“羽化”,这通常是由水平方向的毛细管力引起的。有学者认为,凡是超出设定打印面积的,统称为“bleeding”。为了清楚起见,渗色和羽化在本文中被称为“bleeding”。
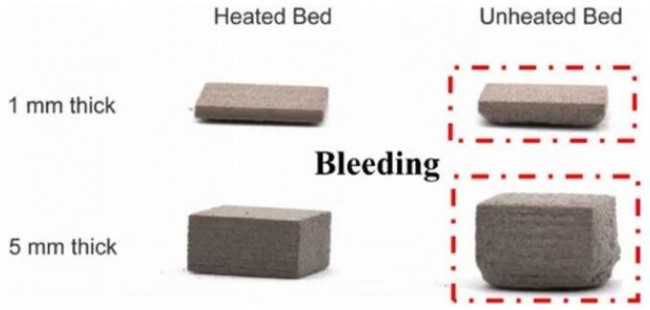 图7 “Bleeding”缺陷
图7 “Bleeding”缺陷
粘结剂的干燥和粉床内的毛细管压力是影响“bleeding”现象的两个主要因素。Crane研究了干燥条件对BJ打印的影响,发现随着粘合剂用量的增加,在加热条件下不会出现“bleeding”现象。这可能是由于层间粘合剂中溶剂的蒸发增强所致。然而,通过延长干燥时间来增加粘合剂的蒸发会缩短打印头的寿命。对于一些不含蒸发溶剂的粘结剂,原位固化可以有效提高粘结剂固化的有效饱和度。
![]() 脱粉缺陷
脱粉缺陷
作为打印生坯成型工艺的最后一步,脱粉几乎决定了生坯的表面粗糙度。目前,BJ脱粉过程仅靠人工操作。因此,操作人员的脱粉熟练程度直接关系到脱粉的质量。尽管脱粉限制了工件 BJ 成形的精度,但对脱粉的研究还很少。由于与脱粉相关的固有挑战,研究人员就打印部件的尺寸限制达成了共识,如表 2所示。最小尺寸限制随着打印部件复杂性的降低而增加。

![]() 总结与展望
总结与展望
由于成型坯体内部超低粘结剂含量,与其他3D间接成型技术相比,BJ显示出巨大的发展潜力。在这篇综述中,我们对BJ成型过程中遇到的缺陷进行了总结和分类。具体来说,全面总结了缺陷产生的原因、它们如何影响打印部件的性能以及如何克服它们。此外,还从缺陷角度讨论了当前 BJ 成形方法发展的瓶颈。为BJ工业生产实际中缺陷的实时监控提供参考,促进BJ工业化的发展。有理由相信,这篇综述填补了BJ研究中相关缺陷的空白。主要结论如下:
(1) BJ成型过程中发现的缺陷可分为五类:切片缺陷、铺粉缺陷、单层打印缺陷、多层堆积缺陷和脱粉缺陷。它们与传统 3D 打印的区别已经凸显出来。数值公式和物理模型可以帮助读者阐明缺陷的起源和物理意义。这些缺陷的变化及其对打印部件的影响已在理论上得到了很好的解决。
(2) BJ成型工艺的核心在于粘合剂和粉末之间的基本渗透机制。因此,“bleeding”现象是当前BJ缺陷研究的首要焦点。“Bleeding”不限于特定类型的材料,而是几乎所有类型的材料都可能发生。克服此类缺陷的关键在于饱和度的研究,它决定了生坯精度和强度之间的平衡。
(3) 实际上,本文讨论的缺陷通常不会单独出现。工艺参数或材料选择不当也可能导致多种缺陷协同出现。此外,打印件的性能与这些缺陷的耦合相互作用密切相关。因此,在BJ打印中需要考虑多种缺陷的影响。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷