以下文章来源于Advanced Powder Materials ,作者APM
【摘要】增材制造的纤维增强聚合物复合材料由于其轻量化和多功能特性,引起了研究者的极大关注。然而,由于对复合材料中气孔形成机理的理解不足,气孔缺陷仍然是研究者们关注的焦点。
Advanced Powder Material 期刊中发表的A powder-scale multiphysics framework for powder bed fusion of fiber-reinforced polymer composites 一文,相关研究建立了一个模拟纤维增强聚合物复合材料的粉床熔融增材制造过程的粉末尺度的多物理场框架。模型中涉及了一系列的物理现象,包括聚合物复合粉末的颗粒流动、激光与粉末的相互作用、热传导、及多相流。通过实验测量了激光选区烧结(SLS)制造单层玻璃纤维增强的尼龙12(PA12)复合材料的熔融深度,并与模拟结果进行比较,以验证模型的精度。此外,本文对复合材料中未熔合气孔和气体截留气孔的形成机制进行了深入的研究。结果表明,纤维含量的增加将导致复合材料的致密化速率降低、孔隙率增加和气孔球形度降低。
 3D科学谷白皮书
3D科学谷白皮书

 ▲出版信息:
▲出版信息:
Adv. Powder Mater. 3(2024)100190.
第一作者:谭鹏飞
通信作者:周琨

本文建立了一个粉末尺度的多物理场模拟框架,用于模拟纤维增强聚合物复合材料的粉床熔融增材制造过程,包括粉床铺粉、熔化和凝聚。该模拟旨在探究复合材料中的气孔形成机制,为优化打印过程参数提供理论指导。
![]() 研究背景
研究背景
为了减少或消除增材制造打印件中的气孔,采用有效的方法以深入地理解气孔的形成和演变的过程至关重要。由于通过实验检测气孔形成具有挑战性并成本高昂,数值方法提供了一种经济且高效的替代方案,用于揭示气孔形成的物理机制并探究其在制造过程中演变过程。研究人员针对单一或多材料金属的增材制造过程已广泛地建立了粉末尺度的高保真多物理场模型。然而,目前对于聚合物材料的增材制造过程预测,主要方法仍依赖于宏观尺度模型。这些宏观尺度模型将多孔粉末床视为连续介质,可以高效地预测增材制造过程中的温度演变和熔池尺寸。但是,由于它们忽视了粉末床的离散特性,在准确模拟激光和颗粒相互作用以及气孔形成方面遇到挑战。目前仍缺乏能够准确预测聚合物复合材料粉床熔融过程中熔池动力学和气孔形成的粉末尺度多物理场模型。
![]() 创新点
创新点
(1)建立了纤维增强聚合物复合材料粉床熔融增材制造过程的粉末尺度多物理场模拟框架;
(2)研究了复合材料中未熔合和气体截留气孔的形成机制;
(3)研究发现复合材料中纤维含量的增加将导致复合材料的致密化速率降低、孔隙率增加和气孔球形度降低。
![]() 文章概述
文章概述
本文利用建立的多物理场数值模型预测了玻璃纤维增强PA12复合材料的SLS过程,对复合材料中的气孔生成和演化过程进行了研究,并分析了纤维含量对复合材料孔隙率的影响。
(1)玻璃纤维增强PA12复合粉末的熔融与凝聚
图1显示了模拟的玻璃纤维增强PA12复合材料的SLS过程。在激光扫描过程中,由于PA12和玻璃纤维的低热导率以及粉末床的多孔性,热传递从激光照射区域到相邻粉末颗粒相对较慢。粉末颗粒熔化后,由于受到表面张力的作用而凝聚,从而形成致密的打印件。随着粉末颗粒的凝聚,粉末颗粒之间的空隙会被PA12熔体填充,同时开放空隙的闭合可能导致气泡被截留在聚合物熔体中。部分截留的气泡会随着流体的流动逃逸出PA12溶体或溶解进入熔体中,而剩余的气泡在凝固后将成为打印件中的气孔。
 图1.玻璃纤维增强PA12复合粉末在SLS过程中的熔化和凝聚:(a)计算流体力学模型:计算域的尺寸为L × W × H = 960 × 960 × 400 μm³,粉末层厚度h、激光扫描路径间距d和扫描路径长度l分别为200 μm、100 μm和600 μm;(b)激光扫描后的温度场;(c)从激光扫描区域中提取的长方体;(d)长方体内粉末的凝聚过程。模拟结果中的红色、蓝色和灰色分别表示熔化的PA12、未完全熔合的PA12和玻璃纤维。
图1.玻璃纤维增强PA12复合粉末在SLS过程中的熔化和凝聚:(a)计算流体力学模型:计算域的尺寸为L × W × H = 960 × 960 × 400 μm³,粉末层厚度h、激光扫描路径间距d和扫描路径长度l分别为200 μm、100 μm和600 μm;(b)激光扫描后的温度场;(c)从激光扫描区域中提取的长方体;(d)长方体内粉末的凝聚过程。模拟结果中的红色、蓝色和灰色分别表示熔化的PA12、未完全熔合的PA12和玻璃纤维。
(2)玻璃纤维增强PA12复合材料中气孔形成的机理分析
激光能量输入不足可能导致PA12粉末颗粒的不完全熔化而形成气孔。如图2所示,由于PA12熔体未能充分扩散到未熔化粉末颗粒并使其润湿,未被熔体填充的空隙最终会演变成打印件中的气孔。激光扫描区域提取的一个长方体块被用于分析气孔和玻璃纤维的三维分布。由于激光能量输入不足导致的气孔主要位于层间区域并呈扁平状。此外,纤维团聚和粉末颗粒未熔合的共同效应导致了一个较大的未闭合气孔的形成。重新铺粉后会形成过厚的粉末层,导致粉末的不完全熔化,进而在制造的复合材料中形成不规则的气孔。
 图2. SLS在激光功率为 12 W、激光扫描速度为2.5 m/s和粉床初始温度为425 K条件下打印的玻璃纤维增强的PA12复合材料:(a)x-z横截面的光学显微镜图像和(b)模拟预测的x-z横截面;从激光扫描区域提取的长方体的(c)三维视图,(d)顶视图,以及(e)气孔和玻璃纤维分布;(f)SLS打印件中气孔球形度分布。图(e)中的黄色表示气孔。
图2. SLS在激光功率为 12 W、激光扫描速度为2.5 m/s和粉床初始温度为425 K条件下打印的玻璃纤维增强的PA12复合材料:(a)x-z横截面的光学显微镜图像和(b)模拟预测的x-z横截面;从激光扫描区域提取的长方体的(c)三维视图,(d)顶视图,以及(e)气孔和玻璃纤维分布;(f)SLS打印件中气孔球形度分布。图(e)中的黄色表示气孔。
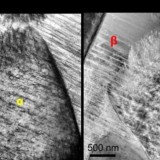
在粉末凝聚过程中,当一些开放孔闭合时,气泡可能被困在PA12熔体中。除非这些气泡从PA12熔体中逃逸或溶解,被困的气泡最终将成为打印件中的气孔。如图3所示,可以观察到两种类型的气孔:纤维聚集区域的不规则形状气孔和聚合物区域的近球形气孔。在复合粉末混合和铺粉过程中,由于玻璃纤维的内聚力以及纤维与PA12之间形状和材料性质差异,极易导致纤维的团聚现象。在纤维聚集区域气孔形成的主要原因包括:高黏度PA12熔体在纤维间的受阻流动导致溶体无法完全填充纤维间空隙;纤维与聚合物之间的不相容性。另外,聚合物区域中形成的气孔由于表面张力的影响多呈现出近似球体形状。通过比较图2和图3中的气孔球形度分布,结果表明充足的能量输入可以有效地减少不规则气孔的形成。
 图3. SLS在激光功率为 14 W、激光扫描速度为2.4 m/s和粉床初始温度为429 K条件下制造的玻璃纤维增强PA12复合件的显微图像:(a)和(c)x-y横截面,以及(b)和(d) x-z横截面;激光扫描区域提取的长方体(e)三维视图和(f)顶视图;(g)长方体中气孔和玻璃纤维的分布;(h)SLS制造的复合材料中气孔球形度分布。
图3. SLS在激光功率为 14 W、激光扫描速度为2.4 m/s和粉床初始温度为429 K条件下制造的玻璃纤维增强PA12复合件的显微图像:(a)和(c)x-y横截面,以及(b)和(d) x-z横截面;激光扫描区域提取的长方体(e)三维视图和(f)顶视图;(g)长方体中气孔和玻璃纤维的分布;(h)SLS制造的复合材料中气孔球形度分布。
(3)玻璃纤维含量对复合材料孔隙率的影响
聚合物粉末中的强化填料可以影响增材制造过程的各个方面,如粉末铺粉(表面粗糙度和堆积密度)、激光能量吸收、热传递和聚合物熔体流动等,从而对制造的复合材料中气孔的形成至关重要。如图4所示,结果发现较高的纤维含量会导致复合材料的致密化速率降低、孔隙率增加。另外,随着纤维含量的增加,不规则气孔的数量显著增加,进而导致气孔球形度的降低。
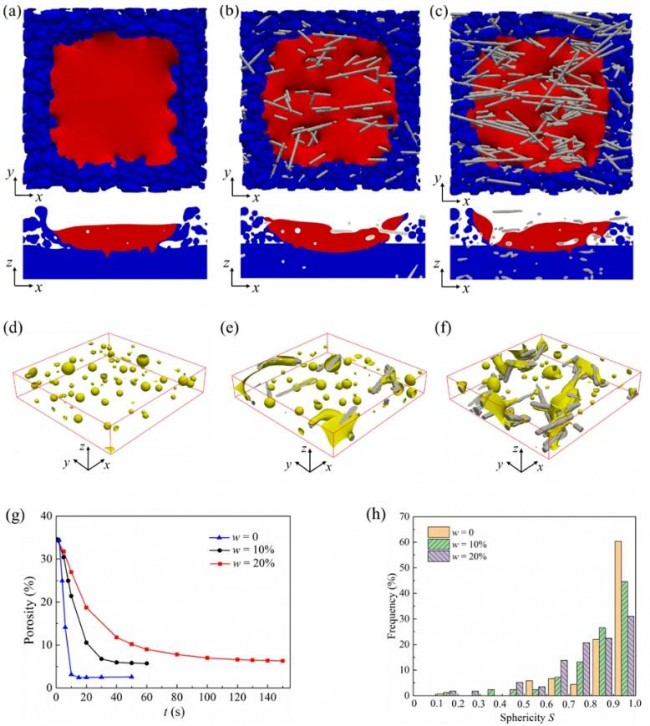 图4. 通过SLS打印的不同纤维含量的玻璃纤维增强PA12复合材料的顶视图和x-z横截面:(a)w = 0,(b)w = 10%,和(c)w = 20%;激光扫描区域中提取的长方体中气孔和玻璃纤维的分布:(d)w = 0,(e)w = 10%,和(f)w = 20%;(g)在粉末凝聚过程中不同纤维含量下孔隙率的演变;(h)具有不同纤维含量的复合材料中气孔球形度的分布。
图4. 通过SLS打印的不同纤维含量的玻璃纤维增强PA12复合材料的顶视图和x-z横截面:(a)w = 0,(b)w = 10%,和(c)w = 20%;激光扫描区域中提取的长方体中气孔和玻璃纤维的分布:(d)w = 0,(e)w = 10%,和(f)w = 20%;(g)在粉末凝聚过程中不同纤维含量下孔隙率的演变;(h)具有不同纤维含量的复合材料中气孔球形度的分布。
![]() 启示
启示
该研究建立了一个模拟纤维增强PA12复合材料粉床熔融增材制造过程的粉末尺度多物理场框架。论文揭示了SLS打印复合材料中未熔合和气体截留气孔的形成机制。研究结果表明未熔合气孔多位于层间区域并呈扁平或不规则形状,气体截留引起的气孔在聚合物区域和纤维聚集区域分别呈近似球形和不规则形状。增加纤维含量会导致复合材料的致密化速率降低、孔隙率增大和气孔球形度降低。
原论文下载:
1-s2.0-S2772834X24000216-main.pdf

l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷