蓝激光定向能量沉积(BL-DED)技术与红外激光相比,由于更短的波长,对传统高反射率金属(如Al和Cu)具有更高的吸收率。先前的研究表明,BL-DED可以提高AlSi10Mg单道的成形效率及成形质量。然而,单道熔池的成形只是BL-DED工艺的初始单元,要完成整个构件的成形,需要逐道逐层来进行。因此,有必要深入了解从单道到多道沉积过程中的微观结构演变,特别是关于孔隙对BL-DED过程中微观结构的影响,以调节相关微观组织结构并提高构件的力学性能。
近日,上海交通大学材料科学与工程学院王浩伟教授团队在蓝激光定向能量沉积AlSi10Mg取得突破,相关成果发表在学术期刊《Additive Manufacturing》发表题为“Effects of hatch spacing on Pore segregation and mechanical properties during blue laser directed energy deposition of AlSi10Mg”的论文,博士生王安为第一作者,王洪泽副教授为通讯作者,共同作者还有葡萄牙里斯本诺瓦大学J. P. Oliveira教授、英国伦敦大学学院Chu Lun Alex Leung教授和王浩伟讲席教授。
 ▲论文链接
▲论文链接
https://doi.org/10.1016/j.addma.2024.10147
在激光定向能沉积(L-DED)过程中,扫描间距是影响构件力学性能的关键参数。然而,目前最佳扫描间距的选择是基于已有经验的试错方法。本文系统比较了不同扫描间距下AlSi10Mg在蓝激光定向能量沉积过程中的孔隙缺陷、微观结构和温度梯度演变。在相邻熔池搭接区域的边界处观察到孔隙偏聚现象,其孔隙率几乎是其他区域的8倍。随着扫描间距的增大,双道熔池孔隙偏聚的区域显著减少。最终,在扫描间距为1.6 mm(单道宽度的80 %)时,孔隙偏聚的体积最小,BL-DED成形AlSi10Mg构件的抗拉强度达400±4 MPa。该研究为BL-DED过程中的扫描间距以及孔隙缺陷和凝固组织之间的关系提供了新的视角,它挑战了传统的扫描间距选择策略。
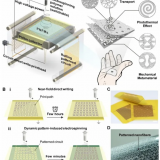
 图1 论文图形摘要
图1 论文图形摘要
研究者首先对比了不同扫描间距(0.8-1.6 mm)下BL-DED成形AlSi10Mg双道熔池的几何形貌。其中,由于低扫描间距下熔池的累积效应,第二道比第一道的熔池高度更高。然而,当扫描间距增加到1.6 mm时,两道熔池的高度几乎相同。随着扫描间距的增加,熔池整体变得更宽,而整体高度减小。
 图2 不同扫描间距(0.8-1.6 mm)下的双道熔池形貌:(a1-e1)Y-Z截面OM,(a2-e2)熔池三维表面几何形状,(f)熔池总宽度、高度,(g)熔池横截面积
图2 不同扫描间距(0.8-1.6 mm)下的双道熔池形貌:(a1-e1)Y-Z截面OM,(a2-e2)熔池三维表面几何形状,(f)熔池总宽度、高度,(g)熔池横截面积
在此基础上,研究者选择其中0.8和1.4 mm扫描间距下的双道熔池进行进一步探究。双道熔池的微观结构主要由外延生长的柱状晶和细小等轴晶组成。柱状晶从熔池边界沿着最大热流方向熔池中心外延生长,这与本文之前的单道熔池的EBSD结果一致。在远离熔池边界处,发生柱状晶向等轴晶的转变(CET),此时竞争生长机制占主导地位。然而,第一道和第二道之间的搭接区边界出现细小等轴晶和柱状晶的混合区域。细小等轴晶主要集中在0.8 mm扫描间距下搭接区域的熔池底部,在1.4 mm扫描间距下,细小等轴晶存在于搭接区边界的整个区域中。
 图3 不同扫描间距下BL-DED成形AlSi10Mg双道熔池截面的EBSD图:(a)、(b)0.8 mm,(c)、(d)1.4 mm时的EBSD-IPF结果;(e)0.8 mm和(f)1.4 mm的极图;(g)和(h)对应的等效晶粒尺寸和平均取向扩展分布
图3 不同扫描间距下BL-DED成形AlSi10Mg双道熔池截面的EBSD图:(a)、(b)0.8 mm,(c)、(d)1.4 mm时的EBSD-IPF结果;(e)0.8 mm和(f)1.4 mm的极图;(g)和(h)对应的等效晶粒尺寸和平均取向扩展分布
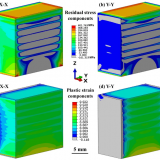
进一步地,研究者比较扫描间距为0.8和1.4 mm下AlSi10Mg双道熔池的三维温度场分布。模拟的熔池形态与之前实验观测的双道熔池结果相一致。可以观察到,0.8 mm扫描间距下熔池中心的高温区域略大于1.4 mm扫描间距时的高温区域,且1.4 mm扫描间距下的第二道熔池的整体温度梯度要比0.8 mm下的低。
 图4 不同扫描间距下BL-DED成形AlSi10Mg双道熔池凝固模拟结果:(a)(c)0.8 mm,(b)(d)1.4 mm,(e)不同扫描间距的搭接区域凝固速率R,(f)不同扫描间距下温度梯度G和凝固速率R的时间变化
图4 不同扫描间距下BL-DED成形AlSi10Mg双道熔池凝固模拟结果:(a)(c)0.8 mm,(b)(d)1.4 mm,(e)不同扫描间距的搭接区域凝固速率R,(f)不同扫描间距下温度梯度G和凝固速率R的时间变化
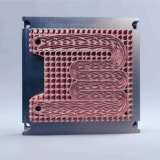
此外,研究者采用同步辐射CT比较BL-DED成形AlSi10Mg双道熔池的内部孔隙缺陷。依据孔隙缺陷的分布,研究者将其划分为三个不同的区域,即第一道,第二道和两道熔池搭接区域的边界,分别标记为图5(a1)中的区域A,B和C。其中,与区域A和B相比,区域C的孔隙缺陷表现出更明显的偏聚。三个区域的孔隙率分别为0.11%,0.12%和1.7%。随着扫描间距的增加,区域A,B和C的整体孔隙率大致保持不变。然而,随着间距的增加,区域C中的孔隙偏聚的体积明显降低。在扫描间距为1.6 mm时孔隙偏聚的体积最小,为2.8×105 μm3。
 图5 不同扫描间距下BL-DED成形AlSi10Mg双道熔池的孔隙缺陷的Y-Z截面分布:(a1)0.8,(b1)1.0,(c1)1.2,(d1)1.4,(e1)1.6 mm和三维分布:(a2)0.8,(b2)1.0,(c2)1.2,(d2)1.4,(e2)结果;(f)区域A、B、C的孔隙率随扫描间距变化的直方图,(g)孔隙偏聚体积随扫描间距的变化曲线
图5 不同扫描间距下BL-DED成形AlSi10Mg双道熔池的孔隙缺陷的Y-Z截面分布:(a1)0.8,(b1)1.0,(c1)1.2,(d1)1.4,(e1)1.6 mm和三维分布:(a2)0.8,(b2)1.0,(c2)1.2,(d2)1.4,(e2)结果;(f)区域A、B、C的孔隙率随扫描间距变化的直方图,(g)孔隙偏聚体积随扫描间距的变化曲线
研究者比较0.8、1.4和1.6 mm扫描间距下成形块体的孔隙缺陷分布情况。可以观察到,在0.8 mm扫描间距下,孔隙偏聚现象仍然明显存在于最终成形构件的熔池边界处,导致高孔隙率。随着扫描间距的增加,孔隙偏聚现象进一步减少。在1.6 mm扫描间距下,孔隙偏聚现象基本消除,而此时孔隙率最低,为0.1%。因此,随着扫描间距的增大,整体孔隙率逐渐降低。因此,本研究中,扫描间距为单道熔池宽度的80%下,能够显著降低成形构件的整体孔隙率。
 图6 (a1-a3)0.8、(b1-b3)1.4、(c1-c3)1.6 mm三种不同扫描间距下孔隙缺陷的三维分布、Y-Z截面及尺寸分布
图6 (a1-a3)0.8、(b1-b3)1.4、(c1-c3)1.6 mm三种不同扫描间距下孔隙缺陷的三维分布、Y-Z截面及尺寸分布
最后,研究者进行BL-DED成形AlSi10Mg力学性能测试。研究发现,在1.6 mm扫描间距下,AlSi10Mg表现出较高的力学性能,抗拉强度达到了400 MPa,断裂延伸率为6%。本研究中BL-DED成形AlSi10Mg的强度相较其他文献中L-DED成形Al-Si-Mg合金及复合材料明显更优异。
 图7 BL-DED成形AlSi10Mg的工程应力-应变曲线,(b)本工作中BL-DED成形的AlSi10Mg抗拉强度和延伸率与不同文献对比结果
图7 BL-DED成形AlSi10Mg的工程应力-应变曲线,(b)本工作中BL-DED成形的AlSi10Mg抗拉强度和延伸率与不同文献对比结果
本论文在国家自然科学基金(52075327、52004160、52105469)、中国博士后科学基金(2021M692038)、安徽省高校协同创新计划(GXXT-2022-086)、上海交通大学全球战略伙伴关系基金(2023上海交通大学-康奈尔大学)、中国商用飞机制造工程中心创新基金(No.3-0410300-031)等经费的资助下完成。研究者同时感谢上海光源(SSRF)BL16U2超快线站工作人员的支持。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷