![]()
选区激光熔化(Selective Laser Melting;SLM)可以实现传统制造难以实现的产品,拿一个典型的发射器喷嘴来说,原来需要35个零件组合而成,通过3D打印可一次性完成,这使得3D打印在制造此类零件的时候效率比传统制造模式要快3到4倍,成本要节约大约3倍。
然而要通过SLM选区激光熔化3D打印技术制造出理想的零件并非易事。这其中,铺粉装置和铺粉均匀程度是对打印结果的一大影响因素。
![]()
安世亚太的仿真专家曾经在专栏文章《仿真计算在SLM 3D打印机铺粉装置设计中的应用》中谈到了对SLM打印机铺粉过程、铺粉装置与变形件发生碰磨的过程如何进行相应的力学分析,为铺粉装置的结构优化及选材提供一定的参考依据。
而在安世亚太的另外一篇专栏文章《仿真计算优化SLM 3D打印过程中铺粉的粉末均匀程度》中,针对撒粉器落粉过程进行仿真分析,指导SLM撒粉器结构的设计与改进。
本期的谷.专栏《仿真计算在SLM金属3D打印撒粉器优化中的应用》来通过Rocky离散元分析软件对撒粉器撒粉过程进行模拟,并结合模拟结果对撒粉器进行优化,对比分析不同方案下的撒粉结果,为撒粉器的优化提供指导。
SLM金属打印机中的撒粉器撒粉过程中粉末的运动需要经过4个部件,给粉器、分粉器、铺粉器和打印平台,撒粉器设计过程中需要考虑分粉和铺粉结构是否合理,合理的撒粉器撒粉过程的主要评价指标为:
- 在出粉口撒出粉末的数量接近;
- 出粉口长度方向上的粉末数量分布均匀;
本文采用Rocky离散元分析软件对撒粉器撒粉过程进行模拟,并结合模拟结果对撒粉器进行优化,对比分析不同方案下的撒粉结果,为撒粉器的优化提供指导。
![]() 结构模型及粉末参数确定
结构模型及粉末参数确定
![]() 图1左图为某设计型号撒粉器的外部大致结构,模拟过程中对撒粉器模型进行了简化,主要去除了模拟分析过程中不必要的部位,保留了粉末流过的所有腔室结构,并加上了给粉器的相关结构,模型的简化在Ansys SpaceClaim中进行,简化后的模型如图1右图所示。
图1左图为某设计型号撒粉器的外部大致结构,模拟过程中对撒粉器模型进行了简化,主要去除了模拟分析过程中不必要的部位,保留了粉末流过的所有腔室结构,并加上了给粉器的相关结构,模型的简化在Ansys SpaceClaim中进行,简化后的模型如图1右图所示。
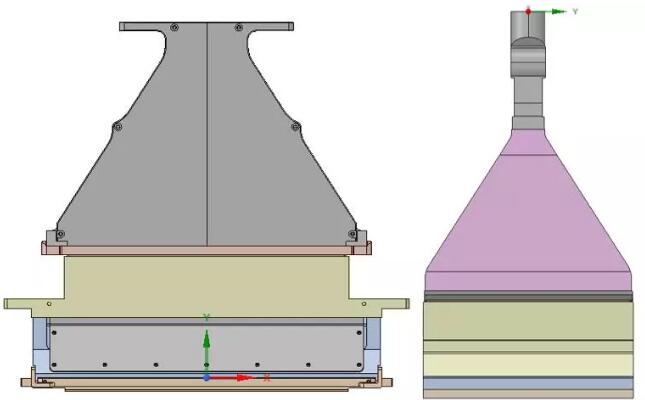 图1 撒粉器简化模型
图1 撒粉器简化模型
在离散元分析中粉末安息角跟粉末颗粒间的静摩擦系数、颗粒间滚动摩擦系数、滚动阻力系数、底部平板与粉末摩擦系数和黏附系数等参数的设定有关,为了跟实验测得的粉末安息角接近(实验测得某种金属粉末安息角:40°~45°),通过改变这些参数进行安息角模拟测试(图2),最终通过离散元模拟确定了这些参数的值,图3为最终模拟得到的合适的安息角(40.184°)。
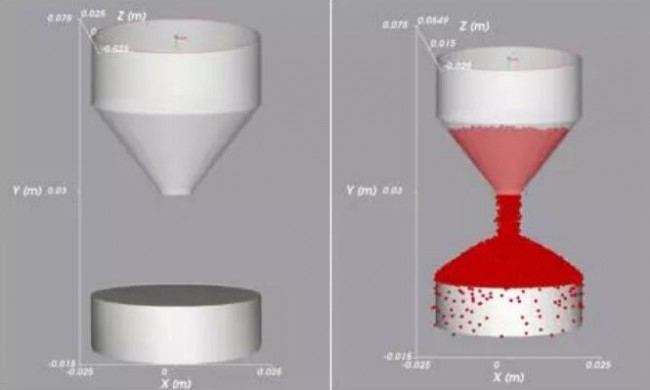 图2 安息角测试所用离散元分析模型
图2 安息角测试所用离散元分析模型
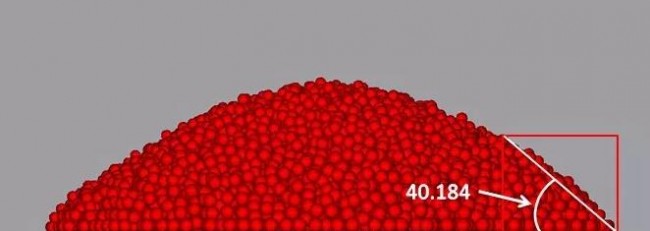
图3 Rocky软件模拟得到的合适的安息角
![]() 仿真结果分析及优化分析
仿真结果分析及优化分析
![]() 原方案撒粉结果
原方案撒粉结果
图4为原方案下两个出粉口落粉的模拟结果。图5为两个出粉口沿长度方向的落粉分布情况,横坐标为沿出粉口长度方向所对应的等长度的10个收粉位置,纵坐标为粉末颗粒数量。图6为两个出粉口累加的落粉分布情况。
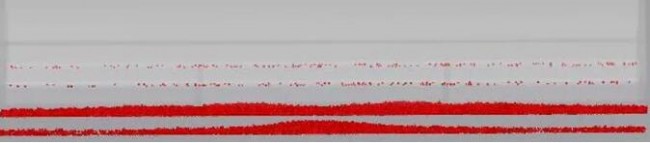 图4 两个出粉口落粉模拟结果
图4 两个出粉口落粉模拟结果
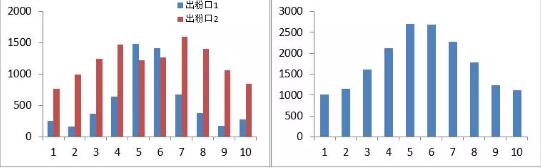 图5(左)两个出粉口落粉分布情况 ;图6(右) 出粉口累加落粉分布情况
图5(左)两个出粉口落粉分布情况 ;图6(右) 出粉口累加落粉分布情况
优化方案撒粉结果
采用离散元模拟可以直观的对原方案中粉末在撒粉器内部的流动过程及最终撒粉结果进行详细分析,为了使出粉口落粉分布更加均匀,在原方案的基础上对撒粉器内部的结构进行了相应的改进,并采用相同的离散元模拟方法针对优化方案进行撒粉分析。
图7为设计改进后的优化方案两个出粉口落粉的模拟结果。图8为两个出粉口沿长度方向的落粉分布情况,横坐标为沿出粉口长度方向所对应的等长度的10个收粉位置,纵坐标为粉末颗粒数量。图9为两个出粉口累加的落粉分布情况。
 图7 两个出粉口落粉模拟结果
图7 两个出粉口落粉模拟结果
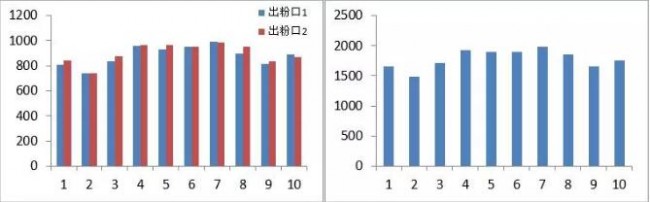
图8(左)两个出粉口落粉分布情况 ;图9(右)出粉口累加落粉分布情况
优化结果对比分析
为了分析优化方案撒粉结果的优劣程度,本文就优化方案的撒粉结果与原方案撒粉结果进行了对比分析。
图10 对比了两种撒粉器设计方案下各出粉口粉末的分布情况,纵坐标为粉末颗粒数量。图11对比了两种撒粉器设计方案下不同出粉口粉末分布情况的标准偏差,纵坐标为相对应的出粉口10个收粉位置粉末颗粒数量标准偏差。图12对比了两种撒粉器设计方案下不同出粉口撒粉数量情况,纵坐标为粉末颗粒数量。
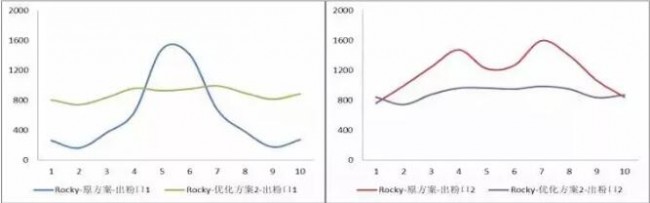 图10不同撒粉器方案各出粉口落粉分布
图10不同撒粉器方案各出粉口落粉分布
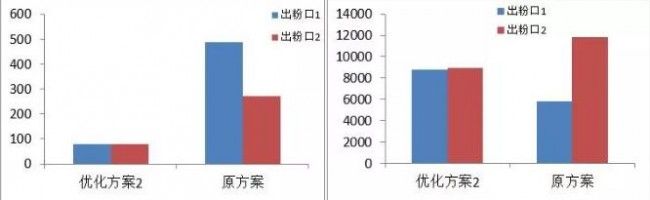 图11(左)不同撒粉器方案落粉分布标准偏差;图12(右)不同撒粉器方案的落粉数量对比
图11(左)不同撒粉器方案落粉分布标准偏差;图12(右)不同撒粉器方案的落粉数量对比
对比优化方案与原方案的撒粉结果,可以发现:
- 采用优化方案撒粉器进行撒粉,落下的粉末分布标准偏差数值较小。优化的撒粉器结构相较于原方案撒粉器结构可实现相对较均匀的撒粉分布;
- 采用优化方案撒粉器进行撒粉,出粉口1和出粉口2的撒粉数量差异较小,分析结果显示在两个出粉口的粉末数量相差2%(相比于出粉口2的数量);而采用原方案撒粉器进行撒粉时,相同工况下出粉口1和出粉口2的撒粉数量差异较大,两个出粉口的粉末数量相差51%(相比于出粉口2的数量);
![]() 结论
结论
![]() 总的来说,通过与物理实验相结合,仿真计算在SLM 3D打印机撒粉器的设计改进过程中有指导作用,它能够使得设计人员更直观的分析撒粉过程,并根据撒粉过程及相应的结果优化撒粉器内部的结构,为撒粉器的结构设计及撒粉工艺优化提供方向,缩短相应的研发流程。
总的来说,通过与物理实验相结合,仿真计算在SLM 3D打印机撒粉器的设计改进过程中有指导作用,它能够使得设计人员更直观的分析撒粉过程,并根据撒粉过程及相应的结果优化撒粉器内部的结构,为撒粉器的结构设计及撒粉工艺优化提供方向,缩短相应的研发流程。
![]() 谢琰军
谢琰军
材料物理与化学专业,博士学位,多年材料及增材制造领域研发经验,参与并实施多项金属增材制造科研课题及相关技术开发工作;目前主要从事增材制造设备及工艺相关的仿真及咨询工作。
文章来源:安世亚太
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com