关于增材制造-3D打印技术在发酵行业的应用,3D科学谷曾经介绍过一种GE公司为啤酒酿造商设计的新型刀片,这款刀片采用3D打印技术制造,拥有特殊的内部通道,能够在切碎和搅打麦芽时将水注入其中。在这一应用中,GE利用类似于航空航天领域空气动力学的专业知识将过滤和喷射过程的时间减少了近50%,这意味着啤酒酿造商可以在一天之内将啤酒酿造量增加一倍。
无独有偶,通过3D打印来提高空气入流速度的技术在北京博硕德恒科技开发有限公司研发生产的空气消泡技术-自动吞沫成套设备中也得到了应用。博硕德恒正在尝试通过3D打印技术提高其设备中螺线管的吸沫能力。
博硕德恒科技的设备广泛适用于生物好氧发酵并产生一般粘滞性气泡的生产工艺中,而螺线管作为自动吞沫机的核心部件,由于内部流通通道的复杂性和特殊性,采用传统制造工艺难以满足现代工艺对螺线管快速低成本研制的需求,而3D打印为螺线管的创新带来了新的空间。
本期的谷.专栏文章完整地展示了安世亚太基于流体优化仿真技术进行螺线管优化设计的分析流程及方法(如图1所示)。
 图1 螺线管的优化设计流程。来源:安世亚太
图1 螺线管的优化设计流程。来源:安世亚太
在本文的案例中,先是基于螺线管原始设计对螺线管进行几何建模并参数化,然后通过流体仿真软件获得气流在螺线管内的流动情况,并利用参数优化软件完成对螺线管的设计参数优化,最后通过增材制造技术生产得到优化后的螺线管。
![]() 研究对象及目标
研究对象及目标
![]()
本文以某种规格螺线管作为分析对象,其原始设计结构如图2所示,通过流体仿真分析,获得空气通过螺线管后的射流速度,并通过优化螺线管的几何结构,提高空气入流速度以及吸沫口内外压力差,进而提高螺线管的吸沫能力。
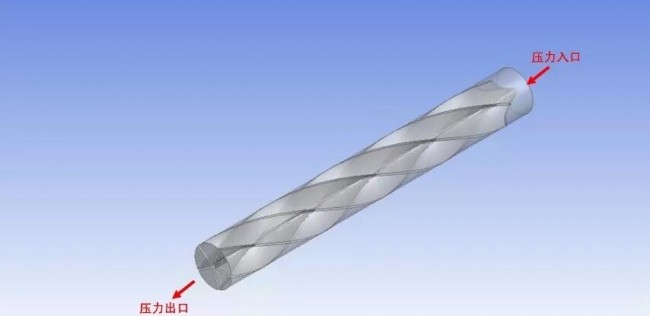 图2 某规格螺线管原始设计。来源:安世亚太
图2 某规格螺线管原始设计。来源:安世亚太
![]() 参数化建模
参数化建模
![]()
按照螺线管的原始结构所建立的流体仿真用计算域如图3所示,并对关注的几何特征参数进行参数化,详情可见表3.1。几何特征的建模及参数化可通过ANSYS DesignModeler进入到后续仿真流程中。
 图3 流体仿真所用计算域。来源:安世亚太
图3 流体仿真所用计算域。来源:安世亚太
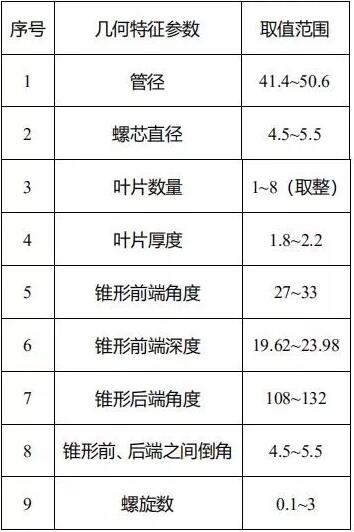 表3.1 可进行参数化的几何特征参数。来源:安世亚太
表3.1 可进行参数化的几何特征参数。来源:安世亚太
![]() 流场分析
流场分析
![]()
利用流体仿真软件ANSYS Fluent对螺线管进行流场分析,获得在特定边界与材料属性下空气在螺线管道内的流动情况,得出管道入口的空气进气量和吸沫口内外压力差,并对管道入口的空气进气量和吸沫口内外压力差进行参数化,用于后续optiSLang的参数优化。
空气在原设计螺线管内的流动情况,如图4所示。从图中可以看出,螺线管入口的空气流速为485m/s,而吸沫口内外压力差为5.255KPa。
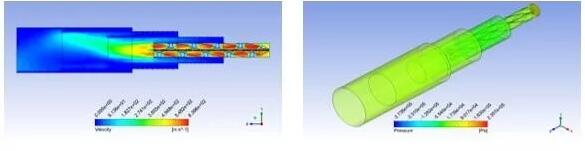 图4 空气在原设计螺线管内的速度和压力分布情况。来源:安世亚太
图4 空气在原设计螺线管内的速度和压力分布情况。来源:安世亚太
![]() 优化设计
优化设计
![]()
采用optiSLang对螺线管的几何特征参数进行优化设计,其目标是使得所设计的螺线管在给定压力条件下,管道入口的空气进气量最大,吸沫口内外压力差最大。
该优化设计过程分为三步,第一步是参数敏感性分析,即寻找对设计目标和约束最敏感(即最重要)的设计参数,并对设计目标和约束进行响应面的拟合,生成高质量的响应面,用于后续的优化分析。本案例的参数敏感性分析结果见图5,通过分析,发现螺旋数和螺旋叶片数量对设计目标和约束最敏感。
 图5 参数敏感性分析结果。来源:安世亚太
图5 参数敏感性分析结果。来源:安世亚太
第二步是根据参数敏感性分析得到的设计参数空间和响应面函数(MOP)进行优化分析。通过定义优化目标、约束条件以及设定优化算法,并基于第一步得到的高质量响应面函数(MOP),可以进行快速进行优化设计,节省大量时间。快速优化分析结果如图6所示,由此获得在特定目标和约束条件下的最优设计点。
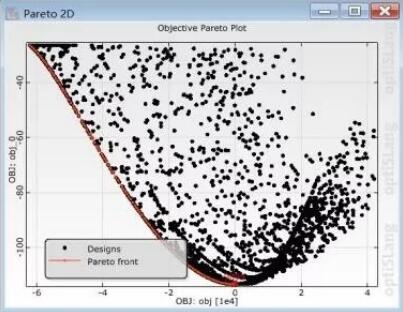 图6 MOP优化分析结果。来源:安世亚太
图6 MOP优化分析结果。来源:安世亚太
第三步是对第二步中获得的最终优化设计进行验证性分析。基于快速优化分析结果获得最优几何结构参数组合,并在ANSYS DesignModeler中更新螺线管结构,如图7所示,然后在ANSYS Fluent中进行验证性分析,最终完成螺线管的优化设计。
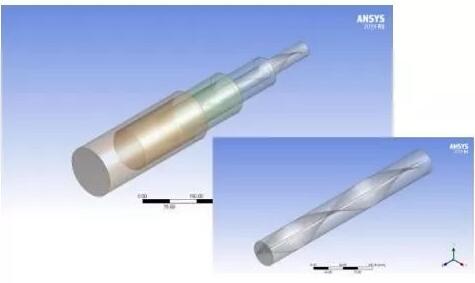 图7 优化后的螺线管结构。来源:安世亚太
图7 优化后的螺线管结构。来源:安世亚太
空气在优化后螺线管内的流动情况,如图8所示。从图中可以看出,螺线管入口的空气流速为594m/s,而吸沫口内外压力差为32.641KPa。
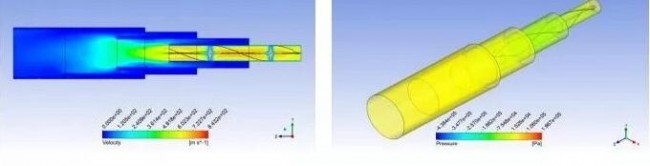 图8 空气在优化后螺线管内的速度和压力分布情况。来源:安世亚太
图8 空气在优化后螺线管内的速度和压力分布情况。来源:安世亚太
通过对比螺线管优化前后的空气的流速和压力分布发现,优化后空气进入螺线管的流量增加22%,而优化后吸沫口内外压力差增大了5倍,螺线管的吸沫效果得到了显著提高。
![]() 螺线管生产制造
螺线管生产制造
![]()
采用增材制造技术生产得到的螺线管如图9所示。
 图9 优化后螺线管的制造成品。来源:安世亚太
图9 优化后螺线管的制造成品。来源:安世亚太
![]() 总结
总结
本文通过调用流体仿真软件ANSYS Fluent和参数优化软件optiSLang,基于给定的约束条件和设计要求,对某规格螺线管结构进行了优化设计,实现了满足性能设计要求的螺线管结构。通过上面的案例说明,流体仿真优化技术可以应用于产品的优化设计过程,从而提升产品性能、缩短产品设计周期、降低增材制造的生产成本。
3D打印-增材制造技术与传统铸造、加工工艺相比,可以在很大程度上实现免模具、免工装、免加工,从而实现自由制造,有效解决复杂结构的制造难题,使得多元化、个性化生产加工成为可能,这也大大减少了工艺的约束,为自由设计、创新设计提供了更大的可能性,因此,增材制造技术带来了产品全新设计的理念,使得产品设计过程大大简化,设计师可以在原来设计的基础上进行大规模甚至颠覆性的设计改进,产品的开发成本与周期明显缩短。
![]()
郑倩倩
天津大学化学工程专业博士,10年CAE行业研究与应用经验,擅长多相流、燃烧反应、传热分析等多个领域的仿真分析,参与并完成国内外多项仿真咨询项目。现为安世中德咨询专家,主要从事流体仿真咨询工作。
- – - – - – - – - – - – - – - – - -
点击观看轻松20万+3D科学谷创始人最新人气微课:
《3D打印发展趋势及中国市场的机遇与挑战》
白皮书下载,加入3D科学谷产业链QQ群:529965687
网站投稿请发送至2509957133@qq.com
欢迎转载,长期转载授权请留言