在过去的十年中,随着复合材料在商用飞机中的使用猛增,零件的尺寸也从金属转变为复合材料,主要是碳纤维增强的环氧预浸料。这就使得寻找可以相对廉价且快速地大尺寸生产的模具选项变得更具挑战性。
林肯电气(Lincoln Electric)增材制造解决方案公司最近交付了首款航空模具,该模具的3D轮廓用Invar模具钢通过增材制造简化了制造过程并缩短了制造周期。本期,3D科学谷与谷友一起来了解林肯通过熔丝增材制造大型航空结构件模具。
 ©Lincoln Electric Additive Solutions
©Lincoln Electric Additive Solutions
制造能力的跨界组合
![]() 3D打印挑战大型模具
3D打印挑战大型模具
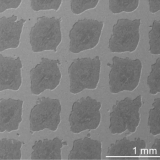
航空大型零件制造的一个挑战是典型的碳纤维复合材料预浸料坯的(线性)热膨胀系数(CLTE或CTE)非常低。随着复合材料航空结构零件的变大,组成它们的模具也必须变大。但是,如果模具材料的CLTE值高于其中模制的材料,则最终零件尺寸可能会超出规格范围。在具有陷印/底切特征的模具中,固化的零件实际上可能在冷却和/或脱模过程中破裂,或者可能会“死锁”在模具中。
因此,用于传统复合材料航空结构零件的原型和小批量生产模具通常是通过手工铺层/高压釜固化的碳纤维/环氧树脂预浸料本身制造的,而更高产量的生产模具通常是由殷钢、镍铁加工而成的合金制成。两种模具材料都很昂贵,并且交货期较长,这导致业内许多人在大幅面增材制造(LFAM)中寻求替代方案。
之前3D科学谷分享过业界尝试过的一种方法是3D打印热塑性复合材料芯,然后在芯上应用常规的碳纤维/环氧树脂模具预浸料面板。然后将整个组件高压在一起(不需要粘合剂)以生产模具。尽管这种方法证明可以成型原型和小批量生产零件,但大批量生产仍需要更耐用的选择。而林肯通过熔丝增材制造大型航空结构件模具开辟了新的方法。
l 金属丝电弧焊
线弧增材制造(WAAM)通常被称作金属丝电弧焊,以金属丝形式供给材料,通过安装在工业机器人上的弧焊(GMAW)进行成型,并通过数控(NC)多轴定位器确定进给。
 ©Lincoln Electric Additive Solutions
©Lincoln Electric Additive Solutions
WAAM线弧增材制造技术允许更大的构建面积,提供更快的沉积速度(每小时5-10磅/2.3-4.5千克),并且总体上可以使用更便宜的材料。
与铸件相比,WAAM线弧增材制造技术可以将交货时间从几个月缩短到几周,从而帮助制造商更快地将零件推向市场。它还显着增加了设计自由度和零件整合机会。
 ©Lincoln Electric Additive Solutions
©Lincoln Electric Additive Solutions
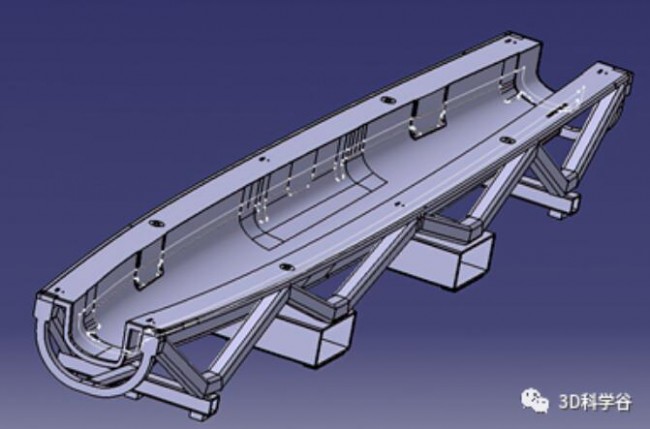
此外与其加工面板,然后为航空结构模具构建单独的背衬结构,不如将整个具有整体背衬结构的模具一次性构建在单一结构中,从而减少浪费/报废。另外,3D打印镂空结构的能力可以使打印模具更轻,从而使它们更易于运输和存储,并改善了热性能,减少了高压釜的加热/冷却周期。
目前,WAAM线弧增材制造技术的最大局限像许多金属增材制造工艺一样,是空气处理系统,用于收集烟气和对气源进行局部屏蔽。
 ©Lincoln Electric Additive Solutions
©Lincoln Electric Additive Solutions
WAAM线弧增材制造技术的另外一个限制是机器人及其相关的弧焊臂的触及范围。可以通过打印较小的部分,3D打印后将其焊接在一起,再通过机械加工以获得更加精确的成型表面。3D科学谷了解到在林肯通过熔丝增材制造大型航空结构件模具的案例中,具有整体衬托结构的模具分两部分3D打印完成,然后在加工面板以达到可接受的表面将其焊接在一起,通过打印较小的部分并将它们焊接在一起,可减少模具的总打印时间和生产时间。
与3D打印的塑料零件或模具一样,WAAM线弧增材制造技术生产出的是近净形零件,其表面呈条纹状且凹凸不平。因此,需要对成型表面进行CNC铣削后加工,以使模具达到尺寸标准。
![]() 多领域加工能力的有机结合
多领域加工能力的有机结合
林肯电气公司(美国俄亥俄州克利夫兰)的增材制造解决方案部门,使用公司自己的基于GMAW的WAAM技术,在其20台机器上提供定制化的WAAM打印服务。
林肯电气(Lincoln Electric)是焊接和切割设备,自动化和易耗品(例如各种模具钢,不锈钢,镍,青铜和铝合金的焊丝)的长期供应商。根据3D科学谷的了解,十多年来,该公司一直在探索金属增材制造。林肯增材制造解决方案于2019年推出,长期以来一直用于零件原型制作和维修或更换旧零件,但现在可用于生产航空航天模具。
根据3D科学谷的进一步了解,波音公司和林肯公司合作设计了航空航天复合材料固化模具,该模具将整个背衬结构以及面板都集成到了3D打印过程中,从而扩展了该技术的功能。3D打印后,在美国密苏里州波音的圣路易斯工厂进行功能测试之前,先在贝克航空航天公司(下)对模具进行精加工,以记录尺寸稳定性,表面粗糙度和真空完整性。
在这个案例中,根据3D科学谷的进一步了解,林肯电气的不同之处在于,由于林肯制造焊接设备,灵活的自动化系统(机器人和定位器),并拥有CNC机加工技术以及林肯的焊丝原料,林肯不仅在焊接和先进的自动化方面拥有数十年的经验,而且拥有并开发了自己的增材制造软件,该软件不仅将3D模型分成多个层以生成沉积路径,还对机器人和定位器进行编程。
林肯的SculptPrint操作系统最初是为驱动复杂的5轴NC加工而开发的,此后已适应AM增材制造技术。由于林肯拥有该软件,因此可以了解有关WAAM流程的更多信息并提高效率,并可以立即进行更新。在大型母公司的力量的支持下,林肯电气能够在推动整个WAAM流程前进的过程中投资于每个先进技术领域。
林肯目前的WAAM系统的构建空间为1.2 x 1.8 x 1.8米,如果是较窄的零件,则打印量最多可增加到2.7米长。当然如果需要,林肯可以轻松地使用更大的机器人或基座来抬起机器人,以扩展当前的构建范围。根据3D科学谷的进一步了解,林肯正在进行几个项目,这些项目长3.1米,垂直打印1.2到1.5米的线段,并在打印后将它们焊接在一起。
目前,波音增材制造的团队提出了一种复合固化模具的开发方案,该组合固化解决方案将WAAM技术的应用范围推到了一个新的水平,并提供了设计优化支持,以帮助林肯开发完全3D打印的Invar复合固化模具。
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。