谷专栏是3D科学谷内容板块:谷前沿、谷透视、谷研究、谷专栏这四大板块之一。谷专栏基于3D科学谷愿景:贡献于制造业附加值创造,贡献于人类可持续发展。其目的是通过携手科研机构、科学家、企业研发与应用团队,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果。

陶瓷增材制造的工业应用比金属和塑料材料大概晚十多年,这其中陶瓷增材制造的许多挑战可以追溯到加工结构陶瓷材料的内在困难,包括加工温度高、对缺陷敏感的机械性能和加工特性差。为使陶瓷增材制造领域成熟,未来的研发应着眼于扩大材料选择,改进3D打印和后处理控制,以及多材料和混合加工等独特能力。
本期谷.专栏参考《Additive Manufacturing of Structural Ceramics: a Historical Perspective 》这篇综述,从历史的角度讨论了七种3D打印技术制造致密、结构先进的陶瓷部件。本期讨论的是BJ粘结剂喷射3D打印和材料喷射3D打印技术在陶瓷加工方面的应用。
2017年-2021年, 是基于光固化的陶瓷3D打印在航空、医疗领域得到应用发展的五年。同样是在这五年中,粘结剂喷射3D打印技术在模具、铸造型芯制造中的应用得到加强,陶瓷3D打印企业发力于生产级的陶瓷3D打印系统与材料的研发,同时更低成本与更高精度的3D打印技术进入市场。随着陶瓷增材制造技术与材料技术的继续发展,基于光固化、粘结剂喷射、材料挤出3D打印技术的应用将得到不同程度的加强,应用领域预计将扩展至汽车、牙科、能源、电子等更多领域。
 3D科学谷《3D打印与陶瓷白皮书》
3D科学谷《3D打印与陶瓷白皮书》
![]() 5. 先进陶瓷的粘结剂喷射
5. 先进陶瓷的粘结剂喷射
5.1.技术原理
以技术名称 3D 打印 (3DP) 闻名的粘结剂喷射是第一个用于生产陶瓷零件的 AM 增材制造工艺。事实上,这是唯一一种专门用于加工陶瓷粉末的工艺,后来又适用于金属和聚合物材料。
 粘结剂喷射陶瓷、金属、复合材料打印技术
粘结剂喷射陶瓷、金属、复合材料打印技术
粘结剂喷射技术的3D打印过程是通过喷射液体粘结剂将粉末选择性地粘合在薄层中,一层一层的重复粘合过程。分辨率受粉末尺寸或粘结剂液滴尺寸的限制,具体取决于哪个较大。通过使用小于 50 μm 的喷嘴孔口,可以实现粘结剂喷射技术的出色尺寸精度。粘结剂流变学和喷嘴几何形状在控制液滴大小方面起着重要作用。
以下视频来源于
ProCAST
 exone的金属和陶瓷3D打印
exone的金属和陶瓷3D打印
粘结剂可以通过按需滴注或连续喷射技术应用,连续喷墨打印机使用加压储墨器和压电元件将喷墨打印成液滴,液滴在离开喷嘴并通过电极之间时被充电,这使得它们可以通过强电场被引导回储液器或构建平台。出于这个原因,墨水对于连续喷射过程必须具有导电性。按需喷墨打印机使用压电致动器在喷嘴中产生压力脉冲,从而喷射墨滴并且不需要导电墨水。连续喷射工艺以更快的速度 (64 kHz) 产生液滴,与按需液滴系统相比,可以实现更高的构建速率。
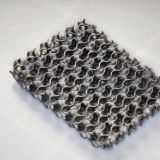
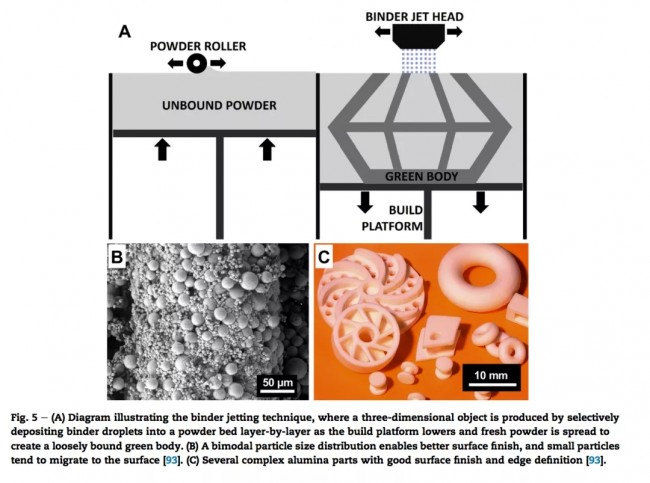 图 5. (A) 粘结剂喷射技术示意图,其中一个三维物体是通过选择性地将粘结剂液滴一层一层地沉积到粉末床中 (B) 双峰粒度分布可实现更好的表面光洁度,小颗粒倾向于迁移到表面。(C) 几个具有良好表面光洁度和边缘清晰度的复杂氧化铝零件。
图 5. (A) 粘结剂喷射技术示意图,其中一个三维物体是通过选择性地将粘结剂液滴一层一层地沉积到粉末床中 (B) 双峰粒度分布可实现更好的表面光洁度,小颗粒倾向于迁移到表面。(C) 几个具有良好表面光洁度和边缘清晰度的复杂氧化铝零件。
5.2.进化
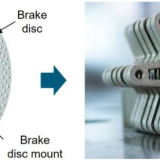
粘结剂喷射最初是为了打印用于铸造金属零件的陶瓷模具而开发的,目的是降低生产复杂金属零件的成本和交货时间。在传统的金属铸造工艺中,模具的成本在3万到40万之间,并且可能需要几个月的时间来制造。虽然传统模具可以实现大批量生产,但粘结剂喷射可以为独特的一次性零件提供显着的好处。
构建速率由三个主要步骤决定。首先,干粉撒粉需要 0.1-1 秒,湿粉撒粉需要 1-10 秒。其次,如果打印头设计有一条喷射线以便打印,则打印 0.5 × 0.5 m 层的连续喷射过程大约需要 0.025 秒,按需喷射过程大约需要 5 秒。第三,粘结剂必须凝固,对于溶剂型粘结剂,估计在 0.1 到 1 秒之间。
粘结剂液滴进入粉末床的弹道冲击物理学对 x-y 分辨率、表面光洁度、机械性能,甚至由于粉末压实而在构建方向上的分辨率都有影响。液滴重叠和相互作用提供了去除松散粉末后保持形状所需的生坯强度。
垂直尺寸误差主要是由于后续层的重量导致粉末床的压实位移造成的。增加粉床的堆积密度可以减少这种误差。对于由 30 μm 氧化铝粉末组成的填充密度为 54 vol% 的粉末床,测量中间层的垂直精度误差约为 50 μm。粉床中的中间层总是表现出最高的压实位移,因为上层有足够的重量和足够的位移空间。
由于粘结剂液滴的动能而发生粉末散射,这会降低尺寸精度和表面光洁度。对于用水雾化以将粉末松散地固定到位的粉末床,粉末散射显着减少。
科研人员通过粘结剂喷射技术来生产具有功能梯度氧化钇掺杂的 ZTA 部件,目的是定制相变增韧机制。使用多喷嘴打印头,其中粘结剂-氧化钇墨水按照比例被喷射到粉末床中,通过仔细控制氧化钇掺杂剂成分,在单斜晶和四方晶之间局部调整 ZTA 相。形成具有定制内应力和相变韧化的多层复合材料,无压烧结至理论密度的 99%,后处理部件的抗弯强度增加了 441 MPa。
5.3.最近的发展
科研人员在 2003 年使用具有双峰尺寸分布的陶瓷粉末来降低表面粗糙度。根据3D科学谷的了解,粒径小于 2 μm 的细粉可改善表面光洁度和可烧结性,但由于范德华力而无法干燥。细粉必须以泥浆形式湿散布,这会显着减慢过程并增加其复杂性。另一方面,粗粉末可以干撒,但在烧结过程中会导致粗糙的表面光洁度和较差的致密性。
在这项研究中,球形氧化铝粉末的双峰尺寸分布被铺开,并与单峰氧化铝粉末的结果进行比较。使用的粗粉测量为 20 和 30 μm,使用的细粉测量为 2.5 和 5 μm。将粗粉与 10-25 vol% 的细粉混合并铺在整个床上。
如图 5B 所示,使用双峰分布显着降低了表面粗糙度。有趣的是,当粘结剂液滴选择性地结合材料时,细颗粒倾向于迁移到表面,这解释了表面粗糙度的降低。除了改善表面光洁度,更宽的粒度分布可以增加生坯密度。几个复杂的氧化铝零件(图 5C)制造出来的质量和边缘清晰度都很好。
通过使用双峰粒度分布,生产了相对密度为 96.51% 和抗压强度为 146.6 MPa 的氧化铝部件。
科研人员还在液体粘结剂中添加纳米颗粒致密剂以提高坯体密度。与没有添加纳米颗粒的生坯的相对密度为 35.7% 相比,具有纳米尺寸氧化铝颗粒的氧化铝生坯的相对密度为 65.7%。虽然这些部件没有被烧结,但生坯密度的显着增加表明通过添加纳米颗粒,烧结密度和机械性能将大大提高。
最近的发展是使用具有单峰和双峰粒度分布的 SiC 原料粉末3D打印预制件。在惰性气氛中,在高于 1410°C 的温度下用熔融硅渗透打印的预制件,以形成 SiC-Si 复合材料。所有打印和试样的密度、弹性模量、弯曲强度和断裂韧性都随着 SiC 的体积分数而增加。使用双峰原料粉末制造的试样在所有测试的体积分数 SiC 下都具有更高的密度、弹性模量、弯曲强度和断裂韧性。与传统成型和 RB SiC 相比,通过粘结剂喷射然后 RB 形成的样品具有相当的密度、弹性模量和弯曲强度,但较低断裂韧性。
![]() 6. 先进陶瓷材料喷射
6. 先进陶瓷材料喷射
6.1.技术原理
材料喷射,使用喷嘴直径在 20-75 μm 范围内的喷墨打印机打印低粘度陶瓷粒子悬浮液,称为“墨水”。材料喷射如图6A所示。有两种主要的材料喷射方法,按需喷墨和连续喷墨。如果多喷嘴打印头具有不同墨水的单独储液器,则可以改变成分以创建功能分级的部件。
 Xjet的陶瓷3D打印技术
Xjet的陶瓷3D打印技术
陶瓷材料的材料喷射很困难,因为油墨配方必须遵循相互矛盾的要求,例如油墨需要足够低的粘度以避免喷嘴堵塞,同时还需要包含足够的陶瓷成分,以便生坯可以烧结到全密度。材料喷射可以使用粒径小于 100 nm 的陶瓷材料,这些陶瓷材料可以作为墨水很好地分散。使用这些超细粉末可促进烧结,从而在后处理后实现全密度部件。
 图 6. (A) 说明材料喷射技术的图表。(B) 通过材料喷射高负载墨水生产的氧化铝叶轮。
图 6. (A) 说明材料喷射技术的图表。(B) 通过材料喷射高负载墨水生产的氧化铝叶轮。
6.2.进化
1995年,业界使用材料喷射工艺生产了氧化锆零件,使用 70 μm 喷嘴阵列,每秒可分配 50,000 个液滴。经过热解和烧结,没有印刷缺陷、裂纹和形状畸变效应。
用于喷射打印陶瓷部件的陶瓷油墨必须很好地分散和稀释以具有可接受的低粘度。然而,重要的是将陶瓷材料的最大可能体积分数加载到油墨中以生产可烧结成致密陶瓷部件的高密度生坯。此外,墨水必须具有导电性,才能在喷射过程中控制和检测液滴。由于这些原因,开发用于喷射打印的最佳陶瓷油墨对于材料喷射技术的成功至关重要。
当时业界为了增加墨水的导电性,乙醇用 2 wt.% 硝酸铵改性。最佳油墨配方的电导率为 0.298 S/m,粘度为 1.64 mPas。喷嘴的直径为65μm。使用这种墨水成功地制造了尺寸分辨率可接受的陶瓷生坯。
两年后,业界使用喷嘴直径为 60 μm 的连续喷墨打印机开发了高度为 2.5 mm(1700 层)的 ZrO2 组件。打印过程粘度必须低于 100 mPas,以避免在液滴喷射过程中形成卫星;卫星是脱离主液滴的小液滴。研究发现仅使用超声波搅拌分散的油墨配方会堵塞喷嘴并导致不规则的液滴喷射;使用双辊磨机对后续配方进行高剪切混合,从而形成一致的液滴并避免喷嘴堵塞。与被动干燥相比,研究发现通过在每层沉积后通过热气流进行主动干燥,可以提高表面质量和尺寸精度。打印完成的生坯部件分别在 400 和 1450 °C 下热解和烧结。整个过程虽然实现了整体形状,但壁不是垂直的,表面有凹痕和弯曲。
6.3.最近的发展
为了解决与打印低陶瓷含量油墨相关的问题,例如较差的表面光洁度和尺寸精度,2001 年研究人员配制的蜡基陶瓷油墨含有高达 40 vol.% 的陶瓷粉末,并成功地从喷墨头中喷射出来。最佳配方包含 20–40 vol.% Al2O3 粉末(直径 400 nm)、0.65–1.2 wt.% 表面活性剂 Hypermer LP1、0.33–1.2 wt.% 硬脂胺,其余为石蜡。最佳打印条件是 100–110 °C 和 10–13 kHz 液滴频率。为了成功打印 40 vol.% 的配方,向储墨器施加压力以帮助压电致动器驱动压力脉冲。陶瓷生坯是使用按需滴法开发的,其特征尺寸小于100 μm 使用具有 30 vol.% 陶瓷含量的墨水。制造的生坯显示出良好的形状保持性和尺寸精度,垂直壁和尖角轮廓分明。
烧结体保留了拐角和垂直壁等特征,并且没有观察到翘曲、开裂或分层,如图 6B 所示。使用热能来降低蜡基陶瓷油墨的粘度显示出增加材料喷射过程的最大陶瓷含量的巨大希望,这使得开发致密的结构陶瓷组件成为可能。必须小心控制驱动压力,以喷射出均匀的高粘度蜡基陶瓷油墨液滴;相关参数包括电信号电压幅值、频率、脉宽和波形。两个或多个连续波的声压波叠加是必要的,以提供必要的能量来喷射高粘度墨滴。
使用 PZT 含量为 35 vol.% 的蜡基陶瓷油墨制造具有良好形状保持性的致密 PZT 组件。最佳油墨配方包含 35 vol.% PZT(粒径小于 500 nm)、1% 聚酯、0.5% 硬脂胺和剩余石蜡。为了进一步降低粘度,固体石蜡被替换为 60/40 的石蜡油/蜡混合物。烧结部件的孔隙率小于 1%。
更多增材制造陶瓷的历史、发展与未来,请持续关注3D科学谷后续分享。关于3D打印陶瓷的全面分析,请参考3D科学谷发布的《3D打印与陶瓷白皮书》。
l 文献:Additive Manufacturing of Structural Ceramics: a Historical Perspective ,
l 作者:Joshua S. Pelz, Nicolas Ku, Marc A. Meyers, Lionel R. Vargas-Gonzalez
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。