非晶态金属(BMG)集众多优异性能于一身,如高强度、高硬度、耐磨以及耐腐蚀 等。这些优异的性能使其在航空航天、汽车船舶、装甲防护、精密仪器、电力、 能源、电子、生物医学等领域都存在广泛的应用前景。
选区激光熔融金属3D打印技术(L-PBF或SLM) 得益于其凝固前沿极高的冷却速率和近净成形能力,已经被用于制造块状金属玻璃(BMG)部件。然而,用传统的实验试错法来确定针对特定材料和特定机器的工艺参数既耗时又昂贵。近日,来自德国埃尔朗根-纽伦堡大学金属材料研究所的杨泽荣等人开发了一种可以预测BMG在L-PBF加工过程中晶化行为的模型,并且该模型得到了实验结果的成功验证。
该模型在该研究所自主开发的SAMPLE2D(Simulation of Additive Manufacturing on the Powder scale using a Laser or Electron beam in 2D)软件中得以代码实现。扩展后的SAMPLE2D软件在辅助BMG的L-PBF工艺开发方面存在巨大潜力。相关结果以题为“Predictive simulation of bulk metallic glass crystallization during laser powder bed fusion”的文章发表在增材制造领域顶刊Additive Manufacturing。
本期谷.专栏,将分享以上相关研究论文的主要内容。
 https://www.sciencedirect.com/science/article/pii/S2214860422005103
https://www.sciencedirect.com/science/article/pii/S2214860422005103
![]() 有弹性的金属
有弹性的金属
根据3D科学谷的市场研究,非晶态金属进入商业化从2017年开始已经成为金属增材制造界的热门话题。金属玻璃(非晶态合金)可以在其原子形成所有其他金属共有的晶格结构之前从液态快速冷却为固态。原子像玻璃一样随机排列,赋予了玻璃和金属的材料特性。根据它们的组成元素——通常包括锆、钛和铜——金属玻璃可能非常坚固,而且因为它们不是结晶的,所以金属玻璃是有弹性的。
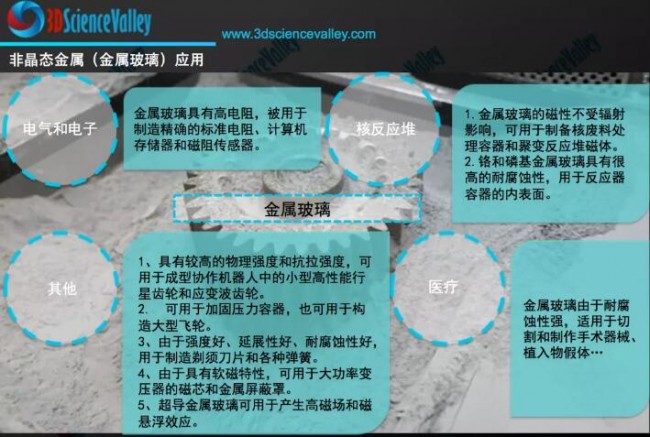 金属玻璃的应用
金属玻璃的应用
© 3D科学谷白皮书
金属玻璃(非晶态金属)还有另一个特性,这些合金的设计具有低熔点,因为要制造金属玻璃,必须让合金冷却得比结晶速度快,这种低熔点,加上它们的固有强度以及它们的体积在固化时几乎没有变化的事实,这可以大大降低制造齿轮等零件的成本。
然而,金属玻璃(非晶态金属)的制造是充满挑战的过程,特别是通常需要高于其熔化温度,并迅速冷却,使其避免结晶,从而形成的非晶态金属玻璃。制造过程需要非凡的冷却速度,并限制了它们可以形成的厚度,因为较厚的部分很难被迅速冷却。
贺利氏在2019年4月初发布了他们通过SLM (选区激光熔化)3D打印技术制造的非晶态金属齿轮。贺利氏表示是当时为止全球最大的非晶态金属部件,他们正在突破非晶态金属的制造界限,为制造业开辟非晶态金属的全新设计可能性。贺利氏开发的3D打印非晶态金属齿轮采用拓扑优化结构,与传统制造工艺相比,齿轮重量能够减轻50%。贺利氏通过SLM 3D打印技术,在非晶态金属齿轮的尺寸和设计复杂性方面重新定义了传统技术的限制,改变了这类材料的设计可能性。
![]() 有弹性的金属
有弹性的金属
根据《材料科学与工程》的报道,“Predictive simulation of bulk metallic glass crystallization during laser powder bed fusion”论文的研究人员在详尽讨论众多晶化模型的基础上,选定Nakamura晶化模型用以研究BMG在L-PBF加工过程中的晶化行为。
本研究以一种工业级锆基BMG – Zr59.3Cu28.8Al10.4Nb1.5 (AMZ4,德国Heraeus (贺利氏) 公司提供)为例展开。
基于对AMZ4的等温结晶动力学研究,推导并得到了Nakamura晶化模型所需的参数。初步的验证实验是在AMZ4非晶板材上进行的。通过用激光反复单轨迹扫描非晶基板,观察到晶化区(或热影响区,HAZ)出现在熔池周围,并且随着激光扫过次数的增加,晶化区逐渐扩大。图 1展示了模拟预测的结晶度和纳米压痕实验确定的微观力学性能(硬度和杨氏模量)的对比。图 1(c)显示模拟确定的熔池/HAZ边界、晶化区厚度都与实验值基本匹配。图 2展示了不同重熔次数下模拟预测和实验测量的HAZ尺寸的比较,模拟结果得到了进一步的验证。
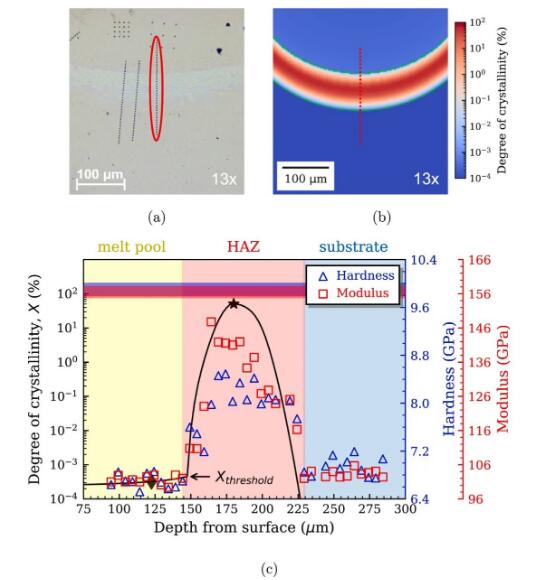 图 1模拟预测的结晶度与纳米压痕测定的微观力学性能比较
图 1模拟预测的结晶度与纳米压痕测定的微观力学性能比较
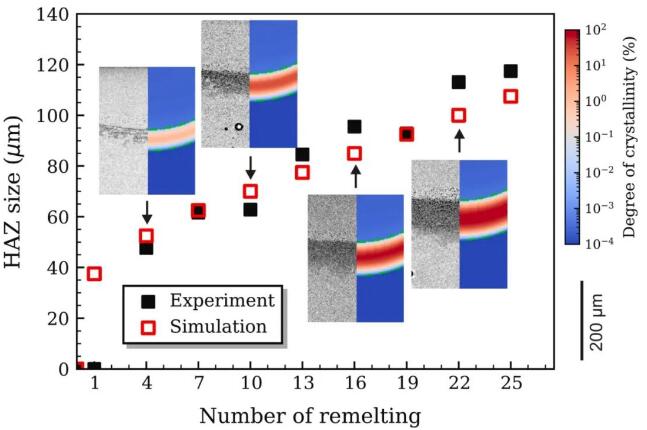 图 2不同重熔次数下模拟预测和实验测量的热影响区尺寸的比较
图 2不同重熔次数下模拟预测和实验测量的热影响区尺寸的比较
图 3 通过对不同位置温度历史的研究,探讨了不同位置拥有不同结晶度的原因。
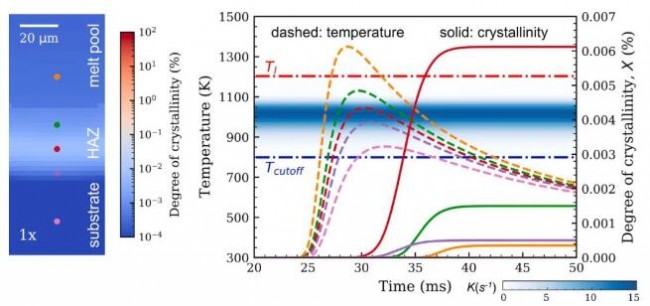 图 3不同位置的热历史和结晶度演变
图 3不同位置的热历史和结晶度演变
图4展示了模拟预测的不同激光功率和激光速度下L-PBF制造的AMZ4零件的结晶度。基于图4的模拟结果,图 5展示了如何通过仿真模拟来确定L-PBF加工AMZ4的工艺窗口。
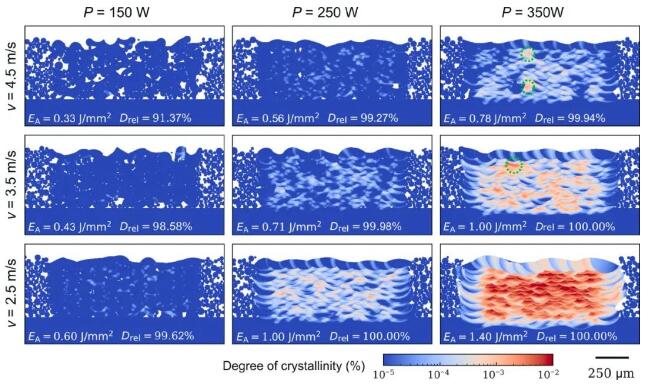 图 4模拟预测的不同激光功率和激光速度下L-PBF 制造的 AMZ4零件的结晶度
图 4模拟预测的不同激光功率和激光速度下L-PBF 制造的 AMZ4零件的结晶度
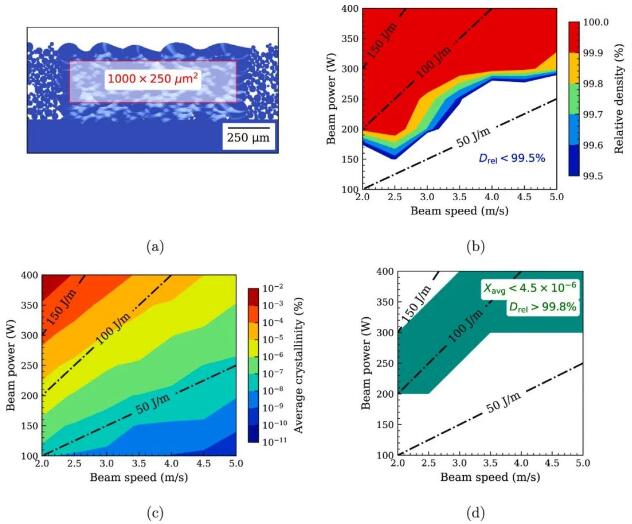 图 5模拟预测AMZ4的L-PBF工艺窗口
图 5模拟预测AMZ4的L-PBF工艺窗口
该研究以一种锆基块状金属玻璃AMZ4为例,将Nakamura晶化模型与L-PBF的过程模拟结合,全面地探讨了AMZ4在L-PBF过程中的非等温结晶行为。论文给出了Nakamura模型参数的确定方法和数值实现方法。该模型已在研究人员自主开发的模拟框架软件SAMPLE2D中实现。基于SAMPLE2D的模拟结果,研究人员探索了 AMZ4 的 L-PBF 工艺窗口,进而证明了该模拟仿真工具的工业化应用前景。
尽管本文基于AMZ4,但本文开发的模拟工具和方法对于其他块状金属玻璃材料也具有普适性。此外,该模拟软件也可以在加工过程中协助控制任意位置的结晶度,从而为晶相和非晶相共存的块状金属玻璃复合材料定制微观结构。
l 论文作者信息
论文:“Predictive simulation of bulk metallic glass crystallization during laser powder bed fusion”
第一作者兼通讯作者: 杨泽荣 研究员,德国埃尔朗根-纽伦堡大学金属材料研究所(https://www.wtm.tf.fau.eu/lehrstuhl/team/yang-zerong/)。在研项目:CRC814-增材制造协同研究中心子项目T2、C5 (德国科学基金会资助,https://www.crc814.research.fau.eu/);SAPHIR项目(Simulation methods for Additive Processing of High-temperature alloys: microstructure, In-service properties and Repair,德国联邦经济事务和气候行动部资助)。邮箱:zerong.yang@fau.de
l 原文链接:顶刊:潜力巨大!增材制造块状金属玻璃取得重要进展
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。