激光粉末床熔融(LPBF)技术有潜力彻底改变航空航天、医疗和汽车工业中复杂金属部件的制造。然而,激光-金属相互作用(~10 5 s)的过程中,快速加热和冷却引起的异常热历史可能会产生各种孔隙,包括气孔、不完全熔融孔洞以及匙孔气孔。其中匙孔气孔通常发生于较高的激光能量密度下,因为强蒸发而导致的匙孔坍塌捕获气体所致。这些内部孔隙可能会潜在地影响零件的机械性能,阻碍了LPBF零件的广泛应用。原位X射线成像技术以及数值模拟技术的发展,为研究匙孔气孔的形成提供了新的视角。
据此,来自上海交通大学材料科学与工程学院王浩伟教授团队的研究人员基于实验观测到的LPBF中匙孔分裂熔池的现象,建立了热-力-流耦合模型,揭示了一种新的匙孔气孔形成机制(穿透气孔,简写KP-pore),同时探讨了粉末对匙孔、熔池和气孔形成特性的影响,并且基于高通量模拟建立了输入能量密度与孔隙数的关系图,为减少或消除LPBF过程中的孔隙提供了策略。
相关研究成果以题目为:“Understanding keyhole induced-porosities in laser powder bed fusion of aluminum and elimination strategy”的论文在机械制造领域高水平期刊International Journal of Machine Tools and Manufacture上发表,博士生郭利萍为第一作者,王洪泽副教授和吴一副研究员为共同通讯作者,共同作者还包括博士生刘瀚杰和魏强龙,王浩伟讲席教授,以及英国伦敦大学学院Chu Lun Alex Leung教授、英国考文垂大学Yuze Huang(黄钰泽)教授。
 论文连接:
论文连接:
https://doi.org/10.1016/j.ijmachtools.2022.103977
![]() 对消除LPBF过程匙孔气孔具有重要指导意义
对消除LPBF过程匙孔气孔具有重要指导意义
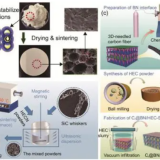
论文主要是基于实验观测到的LPBF中匙孔分裂熔池导致的KP-pore现象,使用Flow 3d流体仿真软件对LPBF单道成形铝材过程进行模拟,建立了多物理场模型来揭示不同的匙孔气孔(KP-pore;前后壁气孔,简写RF-pore;后壁气孔,简写R-pore)形成过程及形成机制。同时,基于该模型建立了输入能量密度与气孔数量以及匙孔-熔池震荡频率之间的关系(图1)。
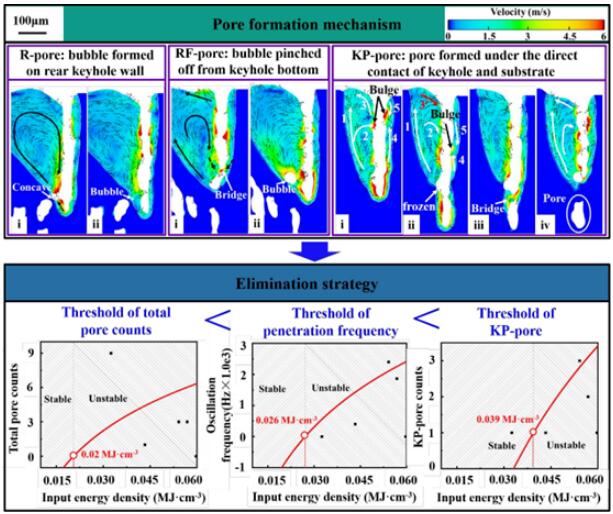 图1.本文的图形摘要
图1.本文的图形摘要
研究者首先从流体流动、温度和反冲压等方面揭示了整个KP-pore形成过程(图2)。匙孔壁上不断形成的凸起会对激光路径产生影响,被遮挡的部分会因为吸收热量减小而快速凝固,从而会对匙孔和熔池造成扰动。在熔池和匙孔的动态波动过程中,当匙孔底部被凝固界面捕获而导致气孔完全保留在材料中就会形成KP-pore。原位X-射线结果也显示在0.72 ms时,匙孔底部穿透熔池与固态基体直接接触,最终在材料中留下气孔。
为了量化这个动态波动过程,他们提取并分析了熔池和匙孔深度,并定义了纵向凝固速度(L/S 速度,图3)。当匙孔深度大于熔池深度时,匙孔尖端被凝固界面捕获。L/S速度越快表明熔池扩张越快,最终形成孔隙的几率越低。
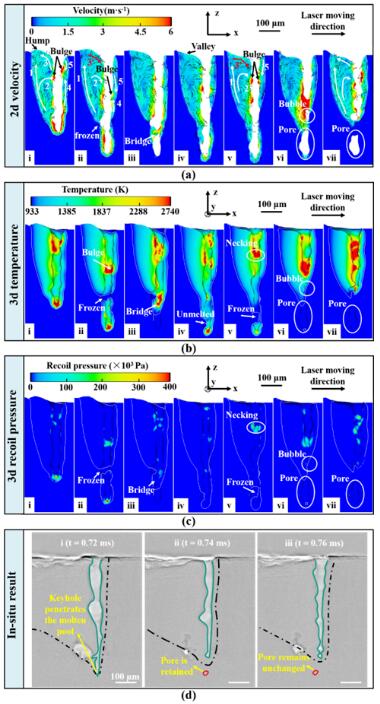 图2.流体流动和KP-pore形成过程。(a)流体速度分布;(b)分度分布;(c)反冲压分布;(d)原位X-射线结果。
图2.流体流动和KP-pore形成过程。(a)流体速度分布;(b)分度分布;(c)反冲压分布;(d)原位X-射线结果。
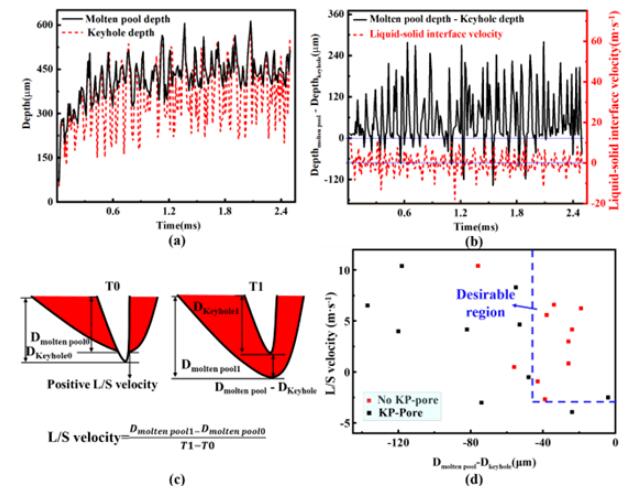 图3. (A)熔池和匙孔深度随时间变化;(b)纵向深度差和凝固速度;(c)特征参数示意图;(d)深度差凝固速度对KP-pore形成的影响。
图3. (A)熔池和匙孔深度随时间变化;(b)纵向深度差和凝固速度;(c)特征参数示意图;(d)深度差凝固速度对KP-pore形成的影响。
研究人员结合3D流线以及示意图揭示了KP-pore形成机制(图4),概括为:匙孔壁上凸起的形成造成波动;匙孔底部被凝固界面捕获;匙孔穿透熔池导致与固态基体直接作用;最终在材料内部留下气孔。
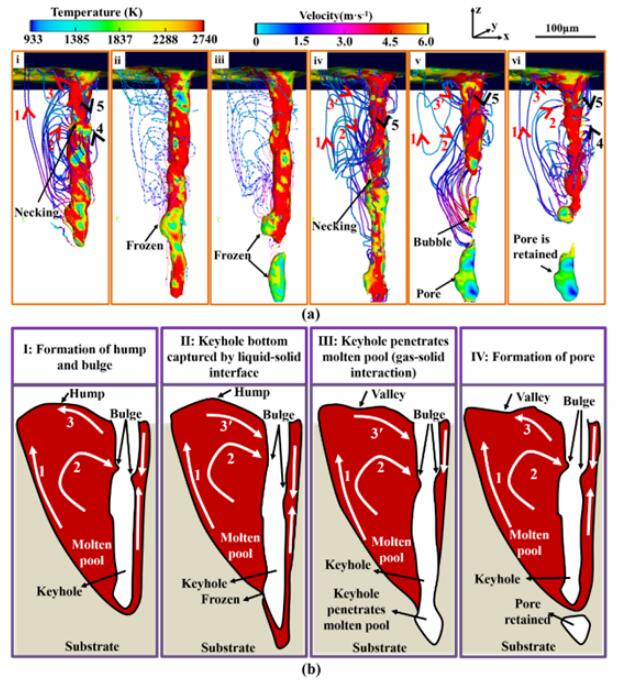 图4. (A)匙孔和孔隙演化的三维流线;(b)KP-pore形成机理示意图。
图4. (A)匙孔和孔隙演化的三维流线;(b)KP-pore形成机理示意图。
研究人员借助此多场耦合模型进一步对比分析了RF-pore(图5)和R-pore(图6)的形成过程。RF-pore的形成机理为瞬态气泡的形成以及气泡被凝固界面捕获,这不同于上述KP-pore的形成机制(匙孔和基体直接接触)。而R-pore形成机理是匙孔后壁形成凸起以及后壁坍塌形成气孔。
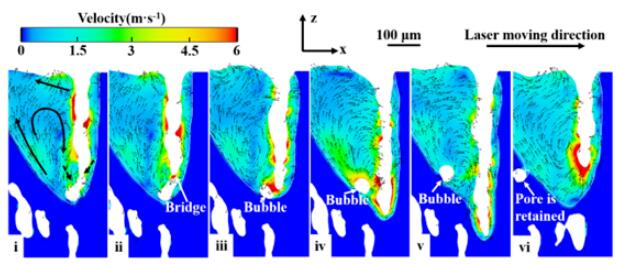 图5. RF-pore形成过程。
图5. RF-pore形成过程。
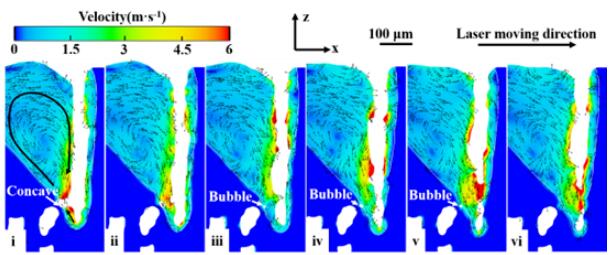 图6. R-pore形成过程
图6. R-pore形成过程
研究人员进一步探究了粉末对匙孔和熔池波动以及气孔形成的影响(图7)。粉末降低了传热效率,导致熔池和匙孔深度减小。此外,粉末的存在增加了熔池和匙孔的振荡,导致匙孔气孔增多。他们进一步发现不同的小孔形成机制会产生不同的气孔形状和分布。R-pore小且不稳定,通常分布在上部;RF-pore为中等大小,接近球形,主要分布在中间部分;KP-pore较大且不规则,其形貌与凝固界面捕捉到的小孔尖端形貌相似,大部分RF-pore位于底部。
最后,研究人员基于高通量模拟建立了输入能量密度与震荡频率、穿透深度、KP-pore数量以及总孔隙数的关系图(图8),确定了相应的阈值关系为ETotal porecounts < EOscillation frequency ≈ EMaximum penetration depth < EKP-pore counts。
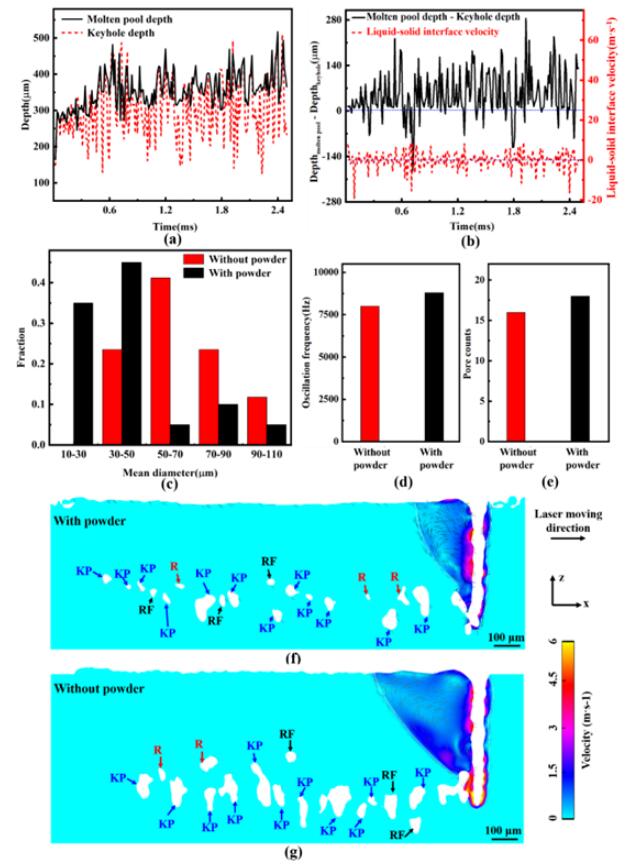 图7.粉末对(a)熔池和匙孔深度、(b)深度差和凝固速度、(c)孔隙大小、(d)振荡频率和(e) KP-pore数量的影响。
图7.粉末对(a)熔池和匙孔深度、(b)深度差和凝固速度、(c)孔隙大小、(d)振荡频率和(e) KP-pore数量的影响。
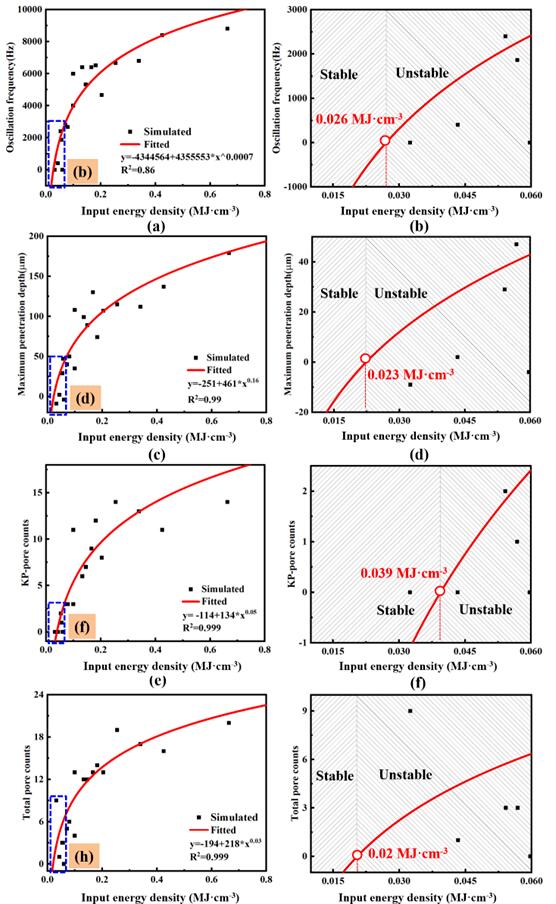 图8.输入能量密度对(a) (b)振荡频率、(c) (d)最大穿透深度、(e) (f)孔隙数和(g) (h)总孔隙数的影响。
图8.输入能量密度对(a) (b)振荡频率、(c) (d)最大穿透深度、(e) (f)孔隙数和(g) (h)总孔隙数的影响。
本研究的相关结果对消除LPBF过程匙孔气孔具有重要指导意义。
论文在国家自然科学基金 (52075327,52004160)、上海市自然科学基金(20ZR1427500)、上海市扬帆计划(20YF1419200)、安徽省淮北市科技重大专项(Z2020001)等经费的资助下完成。Chu Lun Alex Leung教授感谢英国工程和自然科学研究委员会先进粉体制造集群项目的支持。Yuze Huang(黄钰泽)教授感谢创新英国先进推进中心项目的支持。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。
 。
。
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。