以下文章来源于碳纤维及其复合材料技术
近年来,两项技术的发展使得3D打印和复合材料制造之间的界限逐渐模糊化。第一项技术是3D打印目前已经发展到可以使用高强度聚合物(如尼龙)为基体、连续碳纤维增强来打印结构件。
第二项技术是复合材料制造(尤其是航空航天和自动化机械部件)越来越多地从手工铺层转向自动化工艺,后者包括依靠机器人自动化来沉积材料的自动化胶带铺设和纤维铺放。
实际上,采用上述两种工艺来生产的各种碳纤维增强塑料(CFRP)结构件性能之间仍存在其他差异。本文中对比分析了两种工艺技术特征和主要差异。
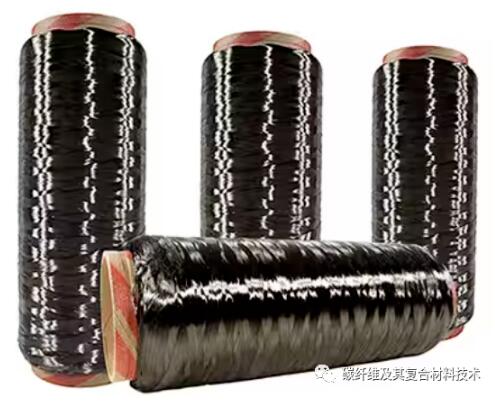 图1 常见的碳纤维产品
图1 常见的碳纤维产品
![]() 碳纤维增强3D打印
碳纤维增强3D打印
几乎所有的增材制造(additive manufacturing,AM)工艺都有一个共同点,即它们通过通过铺设一系列二维层(一层在另一层之上)来构建3D部件。AM过程较多且存在一定的不同,其中最适合工业应用的两种工艺包括选择性激光烧结(selective laser sintering,SLS)和立体光刻。
SLS使用激光将粉末材料一层一层地熔化以制造部件。SLS最初是为聚合物量身定制的成型工艺,如今越来越多地用于生产具有高强度的铝、不锈钢和钛等材质的航空航天部件。
然而,大多数人所熟悉的AM工艺是细丝沉积建模或FDM。在FDM叠层中,一卷长丝进入加热组件,然后作为熔融聚合物留存在喷嘴;然后,当聚合物材料自由流动并沉积在当前零件层上(并快速固化)时,喷嘴会移动到正在构建的零件表面。这个过程有点像用热胶枪制作3D零件。
如今,低成本的FDM机器比比皆是……这就是为什么FDM是大多数人在提到3D打印时所指的AM子类型的部分原因。尽管3D打印和增材制造这两个术语可以互换使用,但后者通常指的是高质量的工业原型和生产零件。相比之下,3D打印这一术语更常见(但并非总是)是指低成本的原型制作。
一些FDM设备与聚合物材料兼容,聚合物材料由相对较小百分比的随机取向的玻璃纤维或碳纤维来增强。这种类型的加强件通常与高强度注塑部件(例如汽车挡泥板和仪表板)有关,而不是用于自动化机械的高性能复合材料结构件。另一方面,目前少数先进的FDM设备能够将尼龙等高强度聚合物与连续的碳纤维一起沉积。Markford是这种3D打印的早期先驱,以利用连续碳纤维的强化优势。
![]() 复合材料的自动化制造
复合材料的自动化制造
在航空航天等行业,传统基于人工操作的复合材料制造正慢慢被自动化工艺所取代。六轴工业机器人和定制龙门机是领先的运动系统设计,可执行包括下列工艺的制作:自动纤维铺放和纤维缠绕,以及树脂注入(将树脂注入含有干态纤维预制件的模具)。
自动化复合材料注射工艺进一步区分为开模和闭模技术。闭模复合材料注射工艺可确保所有外表面光滑且控制良好。相比之下,开模工艺具有控制良好的外模线表面和更粗糙的内模线表面。
自动铺带机或ATL机器通常使用龙门式机器将预先浸渍有树脂的所谓预浸带沉积在相对平坦或略微弯曲的单面模具上。ATL机器上的末端执行器可以包括:压辊、在沉积层时使其散开和粘结的加热元件,以及在开始一个新位置之前切割胶带的切割器。
胶带通常为3至12毫米宽,但在热塑性或热固性胶带中嵌入连续纤维的情况下,胶带可长达300毫米。热固性树脂通常在ATL操作后在高压釜中固化,而热塑性胶带则需要在胶带铺设头上安装预热装置。多层胶带相互叠置,对纤维方向有很好的控制。ATL铺层工艺实现了极高的沉积速率,甚至达到每小时45公斤。唯一的缺点是它需要昂贵的预浸料。
另一种称为纤维缠绕的技术将纤维沉积在旋转芯轴上,这是一种用于生产管状结构的单面模具。当芯轴旋转时,它从线轴上拉出纤维,线轴又沿着旋转轴上下移动以控制纤维方向。纤维缠绕与预浸带以及在沉积前浸渍的干燥纤维兼容。对于后者,干纤维在一称为湿卷绕的过程中被拉过树脂浴,这有助于降低材料成本。使用细丝缠绕,所生产工件的轮廓不必是完美的圆形,但需要连续凸形。纤维中的张力产生了良好的压实效果,尽管控制纤维的轴向排列是不可能的,但可以对纤维取向进行一定的合理控制。
窄带自动纤维铺放(AFP)和自动丝束放置(ATP)工艺现在广泛用于飞机生产。使用这些方法,一系列窄的预浸带同时沉积在工件上。AFP和ATP结合了纤维缠绕和自动胶带铺设的许多优点。然而,它们提供了比ATL工艺更紧密的曲线,同时仍保持高沉积速率。固定模具和旋转芯轴都可以使用。
树脂传递模塑RTM类似于注射成型,它使用一个封闭的模具,树脂被注入其中,但其速度比注射成型慢得多,用RTM填充模具通常需要5到20分钟。干燥的纤维预制件必须首先切割、组装并放入模具中,这通常由六轴机器人执行,并需要大量的人工干预。RTM的优点是可以实现公差非常小的复杂形状。
![]() 3D打印和复合材料自动化制造之间的关键工艺差异
3D打印和复合材料自动化制造之间的关键工艺差异
3D打印和自动化复合材料制造之间最明显和最根本的区别在于它们的工具要求。
3D打印只需在一个平坦的基板上构建材料,在需要悬垂或空心结构的地方构建自己的支撑结构。因此,它不需要特定于零件的工具,而允许以低成本快速构建一次性设计。
与之相比,所有的自动化复合材料制造过程都会将材料沉积到某种形式的模具上,这定义了结构件的最终形式。而且这意味着,在实际的复合材料制造开始之前,通常需要进行昂贵且耗时的加工操作,使得这些方法不太适合快速和一次性的原型制作。
3D打印和自动化复合材料制造之间的其他差异与它们的整体复杂性有关。虽然3D打印基本上是一个单一的过程(在材料沉积后去除和清理粗糙度的量相对较小),但复合材料制造通常需要几个精加工过程。结构件可以在模具上进行多次压实,并且还可能需要随后的高压釜固化。尽管复合材料制造可能会产生更高性能的工件,但它也需要更多的资本密集型设备和专业知识。
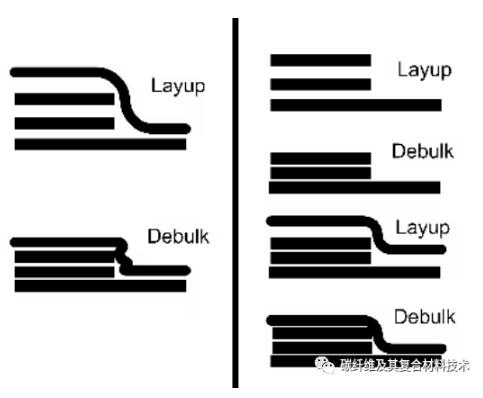 图2:左侧3D打印和右侧复合材料自动化制造的体积缩小过程之间的差异
图2:左侧3D打印和右侧复合材料自动化制造的体积缩小过程之间的差异
有时使用压辊或真空袋进行压实或减压操作,这样的技术可以提高纤维含量,还可以防止起皱等问题。考虑下面的例子,如果下层未先被弄皱,外层容易起皱。
 图3:添加剂制造问题包括桥接和压实
图3:添加剂制造问题包括桥接和压实
在增材制造工件的拐角处可能会出现两个问题:桥接和压实。桥接会影响内部半径,其中一层可能不完全符合模具或之前的层,从而导致空隙。压实会影响外半径,是由于过度集中在减小工件角处材料厚度上的去膨胀和固结力造成的。
![]() 提高碳纤维增强塑料性能
提高碳纤维增强塑料性能
通过增材制造制造的增强结构件基本上是碳纤维增强塑料CFRP件,CFRP组件的强度不受单根碳纤维强度的限制,而是受以下因素的限制:
- 碳纤维占总材料含量的百分比
- 纤维/基体建的界面
- 纤维取向
纤维分数是碳纤维在部件总质量中的百分比。由于碳纤维在很大程度上赋予了CFRP强度,所以当纤维含量非常高时,可以获得更高的性能,只需足够的基体材料就能有效地将纤维保持在一起。
纤维-基体界面是单个碳纤维表面与聚合物基体之间的粘结。破坏通常发生在这些界面处。要获得良好的纤维-基体界面,首先要确保纤维在复合材料形成过程中完全润湿,这样聚合物就可以渗透到所有的纤维中。真空装袋可显著提高润湿性和纤维分数。最佳纤维比例通常为55-65%,因为该范围可确保完全润湿,使用3D打印也可以获得高纤维含量。
基体材料类型也影响纤维基体界面,高压釜固化的热固性树脂通常比热塑性塑料产生更高的性能。
![]() 结束语
结束语
目前,复合材料自动化制造的工件比含碳纤维的3D打印部件性能更高。热塑性塑料现在可以实现相当高的性能,并且在自动化飞机零件制造和其他苛刻应用中越来越普遍。
很快,通过3D打印工艺制造的碳纤维增强材料组件可以与通过传统热塑性复合材料制造的组件的性能相媲美。然而,传统的钣金加工和机床方法所能实现的精密表面和形状是3D打印在短期内不太可能与之竞争的领域。
主要参考:ジョディ・ムエラナー3月9日撰文《炭素繊維3 Dプリントと自動炭素繊維積層の違い》
文章来源: 碳纤维及其复合材料技术
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。