航空制造业作为高端技术密集型产业,一直代表着世界各国制造业的发展方向,是一个国家制造业实力和国防工业现代化水平的综合体现。航空航天高端装备具有结构复杂、制备工序多、批量小等特点,随着大飞机、航空发动机、新一代运载火箭等不断发展,航空航天典型构件产品结构趋向复杂化、大型化,新材料不断涌现,传统锻造、锻造结合机械加工的制造方法越来越难以满足上述制造需求,而增材制造技术能够较好地解决此类问题。
增材制造技术诞生于20世纪80年代末,是一种新型、极具潜力的先进制造技术。增材制造技术从零件的三维CAD模型出发,无需模具即可实现复杂结构金属构件的材料-结构一体化近净成形,为航空装备高性能构件的设计与制造提供新的工艺技术途径。
增材制造的能量源主要有激光、电子束和电弧,原料分为金属材料和高分子材料,形式有粉末、液体及丝材。航空航天高端装备高载荷、极端耐热、超轻量化和高可靠性的特性决定了金属材料增材制造将成为航空航天领域重点发展方向。目前,在航空航天领域应用较为广泛的金属增材制造工艺主要有激光选区熔化技术(SLM)、激光熔化沉积技术(LMD)、电子束选区熔化技术(EBM)、电子束定向能量沉积技术(EB-DED)、电弧熔丝增材制造技术(WAAM)。WAAM是一种金属材料近净成形制造技术,该技术被欧洲航天局视为一种低能耗、可持续的绿色环保制造技术;近年来,随着增材制造技术向高效率、低成本的方向发展,WAAM越来越受到国内外航空航天工业的重视。
![]() 航空装备WAAM成形关键共性技术
航空装备WAAM成形关键共性技术
1. WAAM用高品质丝材制备技术
WAAM成形所需原材料丝材的直径受送丝机构的导丝嘴口径限制。WAAM技术制备航空航天领域用大型构件需要使用同牌号的原材料丝材以确保构件的性能,现阶段航空装备中适用于WAAM技术成形的目标零件所用材料为难变形材料,如ZL114A铝合金、TiAl金属间化合物、A-100超高强度钢等均存在变形抗力大、加工硬化率高、伸长率低及室温难以变形的问题,采用常规加工方法减径制备出直径φ0.8~1.6 mm的丝材具有较大的技术难度,如何实现高品质、细规格及满足自动送丝系统使用要求的丝材制备是WAAM技术制备航空装备高性能零件的前提。
2. WAAM技术专用丝材的成分设计及新材料开发
WAAM增材过程中热源产生的温度非常高,如TIG电弧最高温度达到8000 K,而PAW电弧最高温度则达到24000 K。原材料丝材中的低沸点元素在高温作用下发生挥发,造成元素烧损,导致成形构件的低沸点元素偏低、化学成分不合格,从而严重影响构件的各项性能,严重时造成构件报废。因此,为获得高质量的WAAM增材构件,需对原材料丝材进行成分设计及优化,开发出适用于WAAM技术专用的直径φ1.2~1.6 mm的丝材。中国航发北京航空材料研究院3D打印研究与工程技术中心针对航空装备中常用Al-Mg系、Al-Si系铝合金及TC11合金进行成分设计、优化,开发出WAAM增材专用Al-Mg-Sc系、Al-Si-Sc-Zr系铝合金丝材和高Al、O元素含量的TC11合金丝材。
3. 针对WAAM技术的路径规划软件开发
电弧熔丝增材制造技术虽然具有其独特的优越性,但在实际生产中存在两个问题:弧坑塌陷导致的形状误差和过高的表面粗糙度。解决以上问题的主要方法则是依赖于路径规划方式的优化,路径规划方式的不同会对零件的几何形状精度、表面焊接质量、内部的显微组织和成形效率等因素造成影响。现有的增材制造模型分层切片方法主要有光栅扫描式、轮廓偏移式及分型线路径填充方式,上述路径规划方式均是基于单一路径规划方式的分析,但由于WAAM成形实际零件的结构复杂性,单一的路径规划方式往往不能起到很好的效果,故开发WAAM技术专用的路径规划软件成为新的研究重点。Ding等针对WAAM成形大尺寸、复杂形状的零件,提出了一种自动生成最优路径的算法。该算法首先基于分而治之的策略将二维几何图形分解成一组凸面多边形,然后,针对每个凸面多边形,识别出最优的扫描方向,并结合锯齿和轮廓模式策略生成连续的扫描路径。最后,所有单独的子路径连接起来形成一条闭合曲线。该算法自动生成的扫描路径不仅满足了WAAM的设计要求,还能获得表面精度更高的成形构件。黄无云开展WAAM增材技术的路径规划GUI设计软件研究,设计了一款能够将工艺参数与模型设计相结合的路径规划软件,满足WAAM增材技术的多元化设计需求。
4. WAAM成形过程中在线监控与反馈控制技术
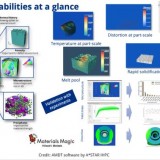
研究表明,WAAM成形过程中气孔、开裂、变形及未熔合等冶金缺陷严重影响构件的成形质量,冶金缺陷的产生与熔池形态不稳定和温度不均匀分布密切相关。因此,采用视觉传感、红外测温传感、电参数传感等对温度、熔池形状以及电弧弧长等进行实时监控,进一步设计调控策略,及时调控成形工艺与过程是现阶段提高制造精度、确保成形件质量的重要手段。Wu等分别采用热电偶和红外高温计对GTAW电弧熔丝增材制造Ti-6Al-4V合金过程的基板与层间温度进行测量。结果表明:随着沉积层数的增加,基板温度和层间温度存在一定的差异,基板温度快速升高至一定温度后趋于平缓,而层间温度则会持续增加对材料成形的稳定性造成影响。基于层间温度的变化,分析热积累对成形时电弧形状和熔滴过渡行为的影响,为准确使用层间温度对WAAM成形工艺优化和控制提供了一定的参考价值。吕飞阅等采用高速摄像仪观察了电弧熔丝增材制造过程中电弧形态及熔滴过渡行为,分析了在不同工艺参数下熔滴过渡频率及熔滴尺寸变化规律,发现电弧宽度与洛伦兹力决定熔滴在电弧放电过程中的受力大小,进而决定熔滴尺寸及其过渡频率。Ouyang等设计了基于TIG增材制造系统的弧长监控系统,该系统采用CCD视觉传感监控电弧长度,通过调整Z轴的高度实现弧长控制并在沉积过程中调节电弧电流。
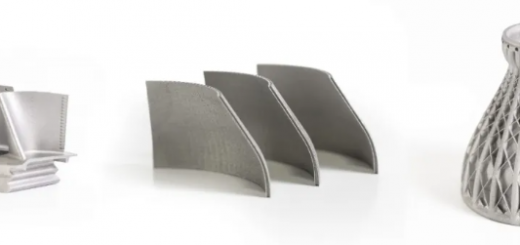
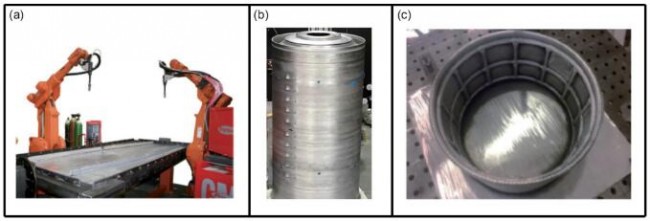 WAAM 成形铝合金构件(a)铝合金翼肋版;(b)燃料贮箱;(c)舱段件。
WAAM 成形铝合金构件(a)铝合金翼肋版;(b)燃料贮箱;(c)舱段件。
![]() 航空装备WAAM成形技术发展路线规划图
航空装备WAAM成形技术发展路线规划图
图1按照技术成熟度给出了现在至2035年航空装备WAAM成形技术发展路线规划图。
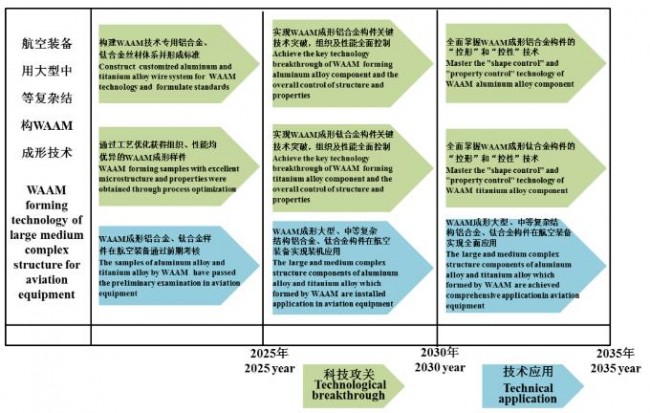 图1 航空装备WAAM成形技术发展路线规划图
图1 航空装备WAAM成形技术发展路线规划图
![]() 结束语
结束语
WAAM是一种基于传统的电弧熔丝堆焊的增材制造技术,通过计算机系统实现机器人与操作平台的协同调控,具有沉积效率高、材料利用率高、制备周期短、低成本、柔性高效等特点,在航空高端武器装备制造上显示了巨大发展潜力和重要的应用前景。
相较于目前发展较快的激光选区熔化技术,WAAM技术在航空装备上实现工程化应用还有一定距离,需要国内外不同学科背景的科研团队共同研究,突破现阶段WAAM技术面临的专用材料创新不足、路径规划软件单一、成形过程在线监控及反馈控制不智能等技术瓶颈,建立WAAM成形大型、中等复杂金属构件的尺寸精度—微观组织-力学性能-质量检测与分析的全流程工艺数据库,实现金属构件精准“控形/控性”。
随着关键技术的突破,专用材料的开发、智能装备、工艺及软件的制造能力的提升,WAAM技术有望在航空装备领域大型、中等复杂铝合金、钛合金结构件的制造中得到快速和广泛的应用。
原文:
航空装备电弧熔丝增材制造技术发展及路线规划图
郑涛,郭绍庆,张国栋,施瀚超《航空材料学报》,2023,43(1):18-27.doi:10.11868/j.issn.1005-5053.2022.00
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。