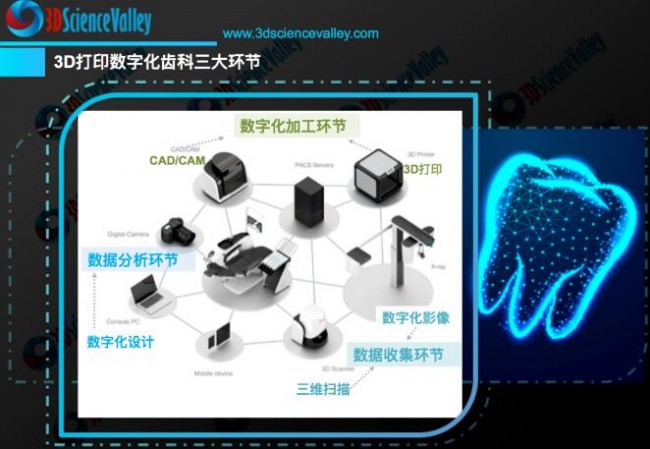
全面走向数字化是国际上口腔加工行业的稳定发展趋势。3D打印技术作为一种带有显著数字化特征的制造技术,不仅成为口腔数字化加工链条中的一环,还通过数据流将口腔诊断、设计、生产流程串在了一起,形成了牙科产品加工的全数字化流程。
本期,通过节选近期国内口腔3D打印领域方面的实践与研究,3D科学谷与谷友一起来领略快速发展的口腔医疗3D打印。
 © 3D科学谷白皮书
© 3D科学谷白皮书

![]() 不同构建角度对3D打印
不同构建角度对3D打印
牙预备体代型表面特征的影响
许顺吉1周嘉陵2颜杉2谭发兵2
重庆医科大学附属第一医院口腔科2. 重庆医科大学附属口腔医院口腔疾病与生物医学重庆市重点实验室重庆市高校市级口腔生物医学工程重点实验室
摘要:
目的:评估不同构建角度对3D打印牙预备体代型表面特征的影响。方法:构建标准牙预备体参考数据将其导入object 3D打印机中得到0°、45°及90°3组牙预备体代型(n=20)并完成后处理。采用模型扫描仪分别在打印后当天(第0天)、1、3、7、14、28 d将3组牙预备体代型扫描得到测试数据。分析牙预备体代型表面粗糙度(n=5)后,用Geomagic软件最佳拟合配准方式获得其准确度(正确度和精密度)和尺寸稳定性(n=15)的均方根误差值(RMSE)。用单因数方差分析和Tukey’s或Kruskal-Wallis H检验对数据进行统计分析(α=0.05)。
结果:0°或45°组的面和近远中面,90°组的近远中面和颊舌面较0°或45°组的颊舌面、90°组的面更粗糙(P<0.05)。3组代型正确度的RMSE值为:0°组(37.23±2.80)μm,>45°组(32.79±4.00)μm,>90°组(24.90±3.71)μm(P<0.05),而3组精密度(范围18.46~18.73)μm或尺寸稳定性的RMSE值(最大变化值<2μm)比较均无显著差异(P>0.05)。
结论:构建角度对预备体代型表面粗糙度和正确度有显著影响,但对精密度和尺寸稳定性没有影响。所有牙预备体代型的准确度以及观察期内的尺寸稳定性都在临床可接受范围内。
![]() 3D打印在口腔
3D打印在口腔
正畸领域的应用进展
 © 3D科学谷白皮书
© 3D科学谷白皮书
许嘉宁1,2金作林2,3刘佳2,3
1. 空军军医大学口腔医学院2. 军事口腔医学国家重点实验室,口腔疾病国家临床医学研究中心,陕西省口腔医学重点实验室3. 空军军医大学第三附属医院正畸科
摘要:3D打印技术契合了口腔正畸个性化强、精度高和器械结构复杂的需求,近年来受到高度关注并成为该领域的研究热点。在概括介绍口腔正畸常用3D打印技术的基础上,就其近年来在口腔正畸的应用及相关问题研究的进展作了综述。牙颌模型、微型种植体导板、咬合板、下颌前伸类口腔矫治器和扩弓装置已可通过数字化流程结合3D打印进行制作,并展现出独有的显著优势,新材料的问世使得3D打印热塑性矫治器正成为可能。然而,3D打印间接粘接托盘口内放置托槽的准确性还需更多临床研究进行验证。
![]() 孔表面结构对立体光固化成型
孔表面结构对立体光固化成型
氧化锆疲劳强度的影响
 © 3D科学谷白皮书
© 3D科学谷白皮书
赵健霄1丁茜1李文锦1马全诠1兰一笑2张磊1韩建民2
1. 北京大学口腔医学院·口腔医院修复科2. 北京大学口腔医学院·口腔医院材料研究室国家口腔医学中心国家口腔疾病临床医学研究中心口腔生物材料和数字诊疗装备国家工程研究中心国家药品监督管理局口腔材料重点实验室
摘要:
目的:研究多孔表面结构对立体光固化成型氧化锆疲劳强度的影响,为3D打印氧化锆种植体表面优化设计提供参考。
方法:通过立体光固化成型技术制备氧化锆试件,根据表面结构分为无孔组、200μm孔组、400μm孔组。通过三维激光形貌显微镜及扫描电镜观察其表面微观形貌,测定表面粗糙度、孔隙参数、晶粒尺寸。通过三点弯曲试验检测试件弯曲强度,并进行Weibull分析;通过疲劳试验检测试件的疲劳强度,扫描电镜观察断口,采用X射线衍射仪对疲劳试验前后的试件进行晶相分析,分析疲劳机制。结果:立体光固化成型无孔组、200μm孔组及400μm孔组试件表面孔间粗糙度分别为(0.79±0.09)μm、(0.81±0.16)μm、(0.81±0.09)μm,组间差异无统计学意义;表面晶粒尺寸分别为(324.11±21.38)nm、(308.06±11.34)nm、(311.62±15.02)nm,组间差异无统计学意义。三点弯曲试验结果显示,无孔组三点弯曲强度[(1030.70±111.71)MPa]显著高于两组多孔组(P<0.001),200μm孔组[(272.04±61.16)MPa]显著高于400μm孔组[(201.21±25.58)MPa],P<0.01。疲劳试验结果显示,无孔组疲劳强度[(702.29±21.62)MPa]显著高于两组多孔组(P<0.001),200μm孔组[(159.57±9.30)MPa]显著高于400μm孔组[(125.36±6.11)MPa],P<0.001。断口分析结果显示,疲劳裂纹源主要为材料内部缺陷、气孔、夹杂及打印层结合处等。疲劳试验前后各组试件之间相比,氧化锆单斜相含量差异均无统计学意义。
结论:表面多孔微观结构会显著降低立体光固化成型氧化锆试件的疲劳强度,且孔径增大可造成疲劳强度下降;未来应着重改进3D打印氧化锆的材料及打印工艺,进一步优化表面结构设计,以提升3D打印氧化锆的力学性能。
![]() 3D打印全瓷嵌体技术
3D打印全瓷嵌体技术
修复牙体缺损的临床疗效观察
 © 3D科学谷白皮书
© 3D科学谷白皮书
李戎、周麟、徐旺
新疆四七四医院口腔科
摘要:
目的:探讨3D打印全瓷嵌体技术修复牙体缺损的临床效果。
方法:回顾性收集2017年1月-2021年1月笔者医院收治的进行牙体缺损修复患者的临床资料,共94例(108颗患牙)。依据治疗方式分为试验组(n=50)和对照组(n=44)。试验组采用数字化3D打印全瓷嵌体修复术,对照组采用树脂充填术。比较两组患者修复术后即刻的满意度,包括修复体颜色、修复体外形以及修复体舒适度;随访1年,比较两组患者的修复后的临床效果,包括修复体形态、修复体颜色、修复体边缘密合、修复体折裂数、食物嵌塞以及基牙继发龋。
结果:术后即刻,试验组患者的修复体颜色、修复体外形以及修复体舒适满意率均显著高于对照组,差异均具有统计学意义(P<0.05)。术后1年,试验组患者的修复体形态、修复体颜色、修复体边缘密合、修复体折裂数、食物嵌塞以及基牙继发龋的达标率均显著高于对照组,差异均具有统计学意义(P<0.05)。
结论:牙体缺损应用3D打印全瓷嵌体技术的修复效果理想,值得临床推广应用。
![]() 层厚对3D打印
层厚对3D打印
临时冠精度的影响研究
张杰1林欣芳2杨雲夫2李风兰3
山西医科大学口腔医学院口腔医院2. 口颌系统重建与再生全国重点实验室国家口腔疾病临床医学研究中心陕西省口腔医学重点实验室空军军医大学第三附属医院数字化中心3. 山西医科大学附属省人民医院口腔修复科
摘要:
目的:评价层厚对3D打印临时冠精度(正确度和精密度)的影响。
方法:对标准下颌石膏模型的46进行基牙预备,用模型扫描仪扫描基牙并将模型导入牙科CAD软件,在软件中设计临时冠并将临时冠STL作为参考模型导出。在3D打印机中分别用50、100μm层厚打印临时冠(n=10)并完成后处理,然后用模型扫描仪扫描临时冠获得实验模型。Geomagic软件对模型进行编辑、配准后执行3D偏差分析获得其精度偏差。独立样本t检验对数据进行分析(α=0.05)。
结果:50μm层厚组打印临时冠在内表面、内部区域的正确度高于100μm层厚组,在边缘区域的正确度低于100μm组(P<0.05)。100μm层厚组打印临时冠内表面精密度高于50μm组(P<0.05)。100μm层厚组打印临时冠所需时间约为50μm组的一半。
结论:100μm和50μm层厚3D打印临时冠的精度均在临床可接受范围内。100μm层厚打印临时冠的正确度低于50μm层厚,但精密度更高; 100μm层厚参数打印临时冠耗时少。
![]() 3D打印铝合金种植
3D打印铝合金种植
手术导板准确度的体外评价
 © 3D科学谷白皮书
© 3D科学谷白皮书
余润平、袁芸、张洪铭、黄慧
上海交通大学医学院附属第九人民医院口腔修复科,上海交通大学口腔医学院,国家口腔医学中心,国家口腔疾病临床医学研究中心,上海市口腔医学重点实验室,上海市口腔医学研究所
摘要:
目的:在体外树脂模型上设计并模拟种植体植入实验,分析比较一种新型铝合金材质种植导板与传统树脂导板的准确度差异。
方法:选取一名肯氏III类牙列缺损患者并制取硅橡胶印模,灌制超硬石膏模型后使用口内扫描仪扫描,设计并打印20个树脂模型。将患者的锥束计算机断层扫描(CBCT)数据导入软件(3Shape Implant Studio 2019)并规划该患者的种植方案,设计种植导板。使用3D打印机分别制作树脂与铝合金材质手术导板各一个。通过全程引导手术将种植体植入模型中,植入后拍摄术后CBCT。在软件中测量术后CBCT图像与原治疗计划图像,在近远中面和唇腭面分析种植体相对于原设计在三维线性以及角度上的准确度差异。
结果:种植体在金属导板引导下的线性偏差分别为近中(0.51±0.63)mm,远中(0.49±0.58) mm,唇向(1.14±1.40) mm,腭向(1.15±1.42) mm;垂直向(2.09±0.84) mm。近远中角度和唇腭侧角度的角度偏差分别为(1.41°±0.81°)和(1.78°±1.03°)。种植体在垂直向的偏差与近远中角度、唇腭侧角度偏差与树脂导板引导下的种植体偏差有统计学差异(P<0.05),金属材质导板表现出更好的准确度,而两种材质导板在近远中向和唇腭向上的偏差无统计学差异。
结论:通过3D打印技术制作的铝合金材质导板的线性和角度偏差均在临床可接受范围内,且相较于传统树脂导板,铝合金材质导板由于其高强度、形态小巧的特性,具有更良好的手术视野和散热能力,能够有效提高种植手术的准确度和成功率。
![]() 均一与梯度孔隙率Gyroid结构
均一与梯度孔隙率Gyroid结构
力学性能研究及多孔种植体增材制造
宋颐函1,2郑晓晓1,2孙子惠1,2张岩1,2韩泽奎1,2宿玉成2,3,4王心彧1,2
1. 佳木斯大学2. 佳木斯大学口腔医学院佳木斯大学口腔医学工程实验中心黑龙江省口腔生物材料与临床应用重点实验室3. 北京瑞城口腔医院北京口腔种植培训中心4. 中国医学科学院北京协和医院口腔种植中心
摘要:
目的:研究不同孔隙率及梯度孔隙率Gyroid结构力学性能,设计并制备新型多孔种植体。
方法:通过MSLattice和Magics软件建立均一孔隙率为60%、65%、70%、75%、80%和60%~80%梯度的Gyroid结构模型,分别通过有限元分析及力学压缩试验对比不同孔隙率Gyroid结构力学性能,设计并通过激光选区熔融技术(selective laser melting, SLM)3D打印新型多孔种植体。结果 随着孔隙率的上升,Gyroid结构的弹性模量和抗压强度下降。同一孔隙率下,SLA前后Gyroid结构的弹性模量差异不具有统计学显著性(P>0.05),梯度Gyroid结构的最大抗压应变均低于各均一孔隙率Gyroid结构。
结论:梯度Gyroid结构匹配了骨皮质及骨松质的弹性模量,且强度与人骨相近,具有优异的力学性能,有望应用在口腔种植体上。
![]() PEEK/TiO2组配式假体的
PEEK/TiO2组配式假体的
增材制造工艺及结构设计研究
 © 3D科学谷白皮书
© 3D科学谷白皮书
胡镔
华中科技大学
摘要:增材制造的高定制化特点推动了骨科匹配式、定制式假体制造技术发展,为精准治疗带来了新希望。目前钛、钽金属为主的增材制造假体,存在伪影、应力遮蔽等弊端。非金属假体,如聚醚醚酮(Poly-ether-ether-ketone,PEEK),具有良好的生物性和模量水平,是增材制造假体技术的关键领域之一。然而目前非金属增材制造易产生翘曲、裂纹等缺陷且假体孔隙结构的多功能平衡控制困难,是限制其发展的重要因素。
故本文以组配式椎间融合器为例,展开了PEEK/TiO2组配式假体的增材制造技术和多孔设计方法的技术研究,主要面临以下问题:
(1)PEEK材料的高熔点、高粘度导致的难成型、强度低的问题;
(2)多孔TiO2复合陶瓷光固化成型中烧结缺陷及强度低的问题;
(3)假体制件多功能孔隙结构的高成本设计问题。
针对上述问题,展开了以下研究工作:
(1)构建了具有集热机制的熔融沉积成型平台,达到了稳定成型域温度梯度变化的效果,缓解了结构分层翘曲问题,其平均翘曲率从20.4%降低到5.0%。同时,通过对制件强度和结晶性的表征分析,发现集热机制减缓温度梯度的效果作用于PEEK制件冷却结晶过程,达到了近热处理后的结晶状态,实现了制件强度的提升。进一步,通过对成型温度、喷嘴直径和填充角度等关键参数的研究,发现了工艺参数对制件微观形貌及宏观强度的作用机制,最终实现了PEEK及其短碳纤复合材料的快速成型,强度较改良前提升近一倍。
(2)发展了以MgO为多效助剂的TiO2复合陶瓷增材制造方法。通过在浆料中引入MgO和复合引发剂,改善了浆料固化成型及素坯脱脂过程。进一步,基于MgO与TiO2间固相反应引入了反应烧结过程,结合微波烧结工艺的体相热源优势,实现了陶瓷的快速致密化和烧结温度的降低,其烧结温度有效降低约200°C。同时,反应生成的新相Mg Ti2O5,在形成过程中弥补了结构微观晶粒间间隙等缺陷,实现了最终整体多孔制件的宏观性能提升,比报道TiO2多孔陶瓷的强度提升近一个数量级。
(3)提出了基于贝叶斯理论结合有限元仿真的快速设计方法,实现了三周期极小曲面结构的传质性与强度性能的多目标快速设计。通过隐函数的参数化建模方法与实验验证的有限元模型,探究了主要参数(厚度参数Pt,阵列数Pa,常数项Pc)对性能的独立作用机制。并利用贝叶斯理论加速了设计过程,仅经9次迭代获得了Pareto前沿,其最佳的结构组合(Pt=0.28,Pc=-0.49,Pa=3.5)的模量和渗透率分别达到1.21GPa和4.03×10-9 m-2满足设计需求。进一步,结合两种材料特性设计了内嵌多孔陶瓷的PEEK/TiO2组配式假体,通过压缩强度测试验证了假体的关键抗压性能符合需求,同时通过细胞毒性实验证明了其对骨组织无毒副作用。
![]() 连续纤维增强PEEK增材制造
连续纤维增强PEEK增材制造
力学性能与成型质量优化
陈意伟1,2单忠德2,3杨旭静1张丽娇4李明高4
湖南大学汽车车身先进设计制造国家重点实验室2. 机械科学研究总院先进成形技术与装备国家重点实验室3. 南京航空航天大学4. 中车工业研究院有限公司
摘要:针对连续纤维增强聚醚醚酮(PEEK)复合材料增材制造中的界面结合差、制件精度不高等技术瓶颈,基于多热力场耦合作用下的连续纤维增材制造成型工艺,实现了典型样件的3D打印制备。基于正交实验设计,并通过微观形貌表征和力学性能测试,探究了喷头温度、打印速度和分层厚度对打印制件的表面粗糙度和弯曲性能的影响规律,获得连续纤维增强PEEK复合材料增材制造成型优化工艺参数。
结果表明,分层厚度对表面粗糙度、弯曲强度和弯曲弹性模量具有显著影响,而打印速度和喷头温度对力学性能和成型精度影响较小。分层厚度越小,打印道间结合质量越好,成型制件表面粗糙度越小,弯曲弹性模量和弯曲强度越高。最优工艺参数为喷头温度390℃、打印速度2 mm/s和分层厚度0.4 mm。经试验验证,最优工艺参数下表面粗糙度达到最小为24.99 μm,弯曲弹性模量和弯曲强度分别达到最大为57.05 GPa和355.07 MPa。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷