当前普遍的共识是增材制造(3D打印)与减材制造(CNC机加工)的关系并不是替代关系,而是互补关系,针对于某个应用,将增材制造和减材制造的优势发挥出来,可以极大的提升生产水平。
也有的机床厂商通过在CNC机床上加装增材制造装置来实现两种加工模式的混合加工,(详见3D科学谷发布的传统机床跨界3D打印的巨头有哪些?)机床厂商大隈公司目前没有计划推出自己的混合加工设备,他们选择的是与激光沉积技术(LENS)制造商合作。本期,3D科学谷与谷友一起来领略大隈的自动化增材与减材协调作业是如何实现的?点击观看视频》
大隈认为最大化增材制造与减材制造潜能的方法不是将两种技术集成到同一台设备中,因为加工环境和加工速度不一样,对于集成到同一台设备来说,一种技术在加工的时候,另外一种技术处于“等待”状态,这对设备的产能是浪费的。而将两种技术独立开来,中间由自动化机器手或者是多托盘系统来实现协调作业,可以将工作效率最大化。
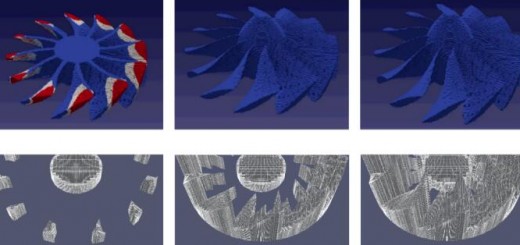
视频显示了一个自动化单元模块。这个特殊的自动化单元含有三台RPM的激光沉积机(近净型激光成型技术)与一台大隈的MU-6300V五轴立式加工中心,这是一条Fastems的柔性制造系统。3D科学谷认为只所以是一台CNC五轴立式加工中心对应三台增材制造设备,是因为相比与CNC加工技术来说,增材制造的速度是慢的,而在本视频中,大约是3:1的配比最合适。
除了加工速度,将增材加工与减材加工分开的另外一个原因是两者对加工环境的要求不一样。RPM的激光沉积系统的设计是为了保持氧含量低于百万分之10(PPM)以防止金属粉末的氧化,工作区露点低于50°C。

来源:am
在增材制造完成后,将零件送去热处理将有效提升零件的性能,热处理无论是外包还是在自动化过程中内部进行都可以,结合热处理工序都不会破坏工艺流程,从一台机器到另一台机器的自动生产线显示了充分的柔性化,而后期的其他工序包括清洗、标识、检验等,都很容易融合进来。
本案例中为什么要将增材制造和减材制造结合一起,一个明显的好处是节约材料、缩短加工时间以及节约成本。原来如果仅仅通过CNC一种加工工艺,则需要将2000磅的锻件工件加工到200磅的零件,这意味着1800磅的金属去除量。而通过激光沉积的增材制造方法,只需要400磅的锻造工件,这意味着只有200磅的切削去除量,那么同样多的材料通过增材与减材的组合就可以生产九个零件,而不是一个零件。
版权声明©3D科学谷
网络转载必须注明来源3D科学谷
勿让劣币逐良币,你的每次转发都对科学谷有帮助。