在金属增材制造领域,激光粉末床熔融 (PBF-LB) 通过提供卓越的几何自由度、精细特征分辨率和精细微观结构特征,一直占据主导地位。然而,在大多数工业环境中,低生产率仍然是 PBF-LB 适应性的瓶颈。在最近的研究中揭示,当使用较厚的粉末层时,堆积速度会显著提高。然而,缺乏将工艺参数、生产率、微观结构状态和机械性能联系起来的系统分析。澳大利亚RMIT 大学工程学院联合西门子的最新研究旨在填补 Ti6Al4V 合金粉末层厚度在 60µm至300µm 范围内的这一空白,具体研究发现适用于大多数当前可用的商用AM增材制造系统。
近期,澳大利亚RMIT 大学工程学院联合西门子发表了论文《Systematic investigation of performance and productivity in laser powder bed fusion of Ti6Al4V up to 300 µm layer thickness》,为推动增材制造医疗、国防和航空航天领域应用的高质量 Ti6Al4V 部件能够更快地制造出来提供了科学指导和研究借鉴。本期谷.专栏将对该文的研究背景、最新进展及总结进行分享。
 ▲论文链接:
▲论文链接:
https://www.sciencedirect.com/science/article/pii/S0924013624001687
![]() 工艺-性能的关系
工艺-性能的关系
研究人员研究了增加层厚度如何影响激光粉末床熔融制造的 Ti6Al4V 部件的微观结构、机械性能、相对密度和整体生产率。与传统的层厚度范围(通常为 20 µm 至 60 µm)不同,澳大利亚RMIT 大学工程学院联合西门子系统地研究了厚度在 60 µm 至 300 µm 之间的粉末层的工艺-性能-关系。研究结果强调了增加层厚度可以提高激光粉末床熔融的生产率,同时保持较高的相对密度和强度。这项研究聚焦了激光粉末床熔融的可加工性和生产率的界限,使医疗、国防和航空航天领域应用的高质量 Ti6Al4V 部件能够更快地制造出来。
澳大利亚RMIT 大学工程学院联合西门子的研究人员详细探讨了激光粉末床熔融(PBF-LB)技术在制造Ti6Al4V合金部件时,粉末层厚度对微观结构、机械性能、相对密度和生产率的影响。
「3D科学谷Highlight」
 © 3D科学谷白皮书
© 3D科学谷白皮书
研究的关键发现包括:
1. 生产率与层厚度的关系:增加层厚度可以提高生产率,但当层厚度达到240µm至300µm时,生产率增加趋于稳定,这可能是由于传统PBF-LB系统激光功率的限制。
2. 微观结构与机械性能:研究显示,随着层厚度的增加,孔隙率逐渐增加,这与超过180µm层中的未熔融孔隙率有关。此外,层厚度的增加也导致了母体β相纹理的变化,这可能对延展性产生不利影响。
3. 工艺参数的无量纲缩放:研究采用了傅里叶数方法来缩放工艺参数,这种方法与机器和材料无关,有助于将研究结果应用于不同的层厚度和材料。
4. 延展性与层厚度:断裂伸长率随着层厚度的增加而降低,这与微观结构中未熔融孔隙率的增加有关。
5. 激光功率的限制:对于激光功率限制在400W的系统,超过180µm的层厚度加工性有限,因为可实现的重熔深度不足以确保层间的充分结合。
6. 构建率的边际增益:随着层厚度的增加,边际生产率增益呈下降趋势,这表明较厚层的优势逐渐被所需扫描速度较慢的劣势所抵消。
7. 微观结构效应:增加层厚度对柱状母晶粒的形态和纹理有明显影响,这些差异可能通过改变α/α’晶粒的分布和均匀性来影响样品的延展性。
8. 机械性能的稳定性:尽管层厚度增加,但屈服强度和显微硬度的变化不大,显示出近马氏体的微观结构。
![]() 此消彼长
此消彼长
研究的结论强调了通过增加粉末层厚度来提高PBF-LB工艺生产率的潜力,同时也指出了当前商用PBF-LB系统激光功率限制对生产率提高的限制。为了进一步提高生产率,可能需要更高激光功率的系统或结合非高斯光束轮廓与厚粉末层的使用。此外,还需要进一步研究在高层厚度下优化边界参数以及相应的表面质量和几何分辨率。
研究结果表明,在所研究的整个层厚度范围内,杨氏模量(约 110GPa)和屈服强度(约 1.1GPa)与“传统”PBF-LB加工Ti6Al4V 相当。同时,断裂伸长率从 60µm 时的 11.4 ± 2.7% 下降到 180µm 时的 8.4 ± 1.1%,最后下降到 300µm 时的 2.0 ± 0.3%,微观上这与超过 180um 的层中未熔融孔隙率的增加有关。研究结果还表明,工艺变化引起的母体 β 相纹理的变化可能导致较厚层的延展性下降。最终,虽然生产率随着层厚度在 300µm 时达到 8.76mm3/s 而提高,但可实现的构建率似乎在 300µm 层高左右趋于稳定,需要进一步扩展激光功率特性才能在不影响机械性能的情况下获得额外的收益。
对于激光功率限制在 400 W 的典型商用 PBF-LB 增材制造系统,厚度超过 180 µm 的粉末层的加工性有限。对于高于此阈值的层厚度,可实现的重熔深度不足以确保后续层之间的充分结合。由此产生的未熔融孔隙率虽然限制在非常小的体积分数内,但会大大降低制造状态下可实现的伸长率。此外,同时出现小孔孔隙率和未熔融表明,对于层厚度 > 180 µm 的样品,工艺窗口变窄。研究人员对各种层厚度的可实现构建率进行比较,发现随着层厚度的增加,边际生产率增益呈下降趋势。较厚层和较宽扫描轨道的优势逐渐被所需扫描速度较慢的劣势所抵消,导致层厚在 240 µm 至 300 µm 左右时构建速率停滞。这一见解为开发新的厚层 PBF-LB 参数集提供了宝贵的指导,并为新一代更高激光功率商用系统提供了机会,以扩大可制造性范围并通过增加功率输入来进一步提高生产率。
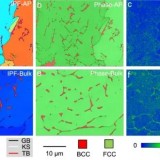
通过深入分析增加层厚度的微观结构效应,发现柱状母晶粒的形态和纹理存在明显差异。此外,结果表明,这些差异可以通过改变具有低或高临界分辨剪切应力的 α/α’ 晶粒的分布和均匀性来影响制造状态下样品的延展性。相反,屈服强度和显微硬度随层厚度的增加而仅略有变化,所有条件均表现出近马氏体的微观结构。总体而言,研究人员已经展示了与材料和系统无关的工艺参数优化框架,以通过增加粉末层厚度系统地评估 PBF-LB 工艺的生产率。
结果强烈表明,虽然通过增加粉末层厚度可以显着提高生产率,但目前在商用 PBF-LB 系统中主要对最大可实现激光功率的限制,大大限制了厚度超过 240 µm 的层的生产率提高。只有当系统具有显著更高的激光功率(超过 400 W)以抵消未熔融孔隙度的增加和机械性能的下降时,才能进一步提高生产率(通过使用超过 240 µm 的层厚度)。此外,将非高斯光束轮廓与厚粉末层结合使用可以提高生产率。最后,在高层厚度下优化边界参数并分析相应的表面质量和几何分辨率需要进一步研究。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷