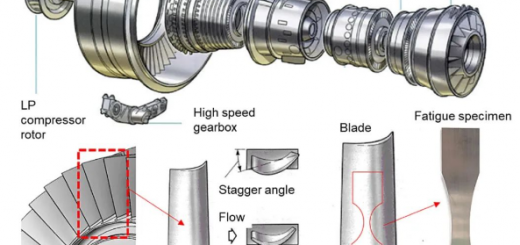
惰性阳极无碳铝电解技术因不消耗炭素阳极,没有温室气体排放,且吨铝产生氧气800Kg以上,大幅降低劳动强度,是推动铝电解行业变革的颠覆性、战略性负碳技术。然而,惰性阳极材料因需长期经受高温(~800℃)、富氧、冰晶石熔盐腐蚀、大电流承载(500~1000 mA/cm2)的苛刻服役环境,传统单一材料难以满足高导电与耐蚀性能协同的工况需求。
基于此,中南大学周科朝惰性阳极团队采用多材料粉末挤出打印,设计了一种锯齿状“三维互锁界面”结构的金属陶瓷/金属梯度惰性阳极,该独特的微界面结构有效提升了芯部高导金属与外层耐蚀层的界面结合强度,抑制了界面热失配引起的开裂等问题,使构件抗弯强度提升125%,为高导耐蚀的梯度惰性阳极一体化制造提供了新途径。

 文章题目:
文章题目:
Multimaterial 3D printing of high-strength metal-cermet inert anodes for aluminum electrolysis via interface-structure design
出版信息:
Adv. Powder Mater. 5 (2026) 100415.
第一作者:欧阳德才
通信作者:熊慧文、康潇
![]() 01 文章摘要
01 文章摘要
金属陶瓷-金属多材料体系的增材制造为制造兼具优异高温强度、耐腐蚀性和韧性的构件提供了一条前景广阔的途径,这些性能对极端环境应用至关重要。然而,烧结过程中因热收缩差异引发的界面开裂严重阻碍了此潜力的发展。
为解决NiFe2O4基金属陶瓷与CuNi合金之间因热膨胀系数不匹配而产生的界面应力这一关键问题,本研究中开发了一种层状打印策略,该策略在材料挤出增材制造过程中整合了金属相分布设计与打印取向控制。此方法有效缓解了烧结热应力,从而能够制造无缺陷、功能梯度的构件。
系统研究表明,具有平整界面的样品,其界面开裂随金属层厚度的增加而加剧。相比之下,构建曲面界面可促进机械互锁,从而显著增强界面结合强度。值得注意的是,垂直打印的样品沿纵截面形成了特征性的锯齿状界面微观结构,其尺寸可通过调整打印层高进行精确调控。该微观结构特征对应力缓解起着关键作用。因此,优化后的多材料构件展现出卓越的抗弯强度,较单一金属陶瓷材料样品显著提高了125%。
本研究通过界面结构设计与微结构调控,为缓解多材料体系中的烧结失配应力提供了新见解,推动了适用于极端环境的高性能多材料的发展。
![]() 02 研究背景
02 研究背景
为应对铝工业等高温电化学过程对节能环保的迫切需求,开发能在极端腐蚀环境中长期稳定运行的高性能惰性阳极至关重要。将高导电金属与高耐蚀陶瓷相结合的陶瓷-金属多材料体系,为实现兼具优异导电性、抗热震性及抗熔盐侵蚀的电极提供了极具前景的解决方案。然而,此类多材料在共烧结过程中,会因组元间显著的热膨胀系数不匹配而在界面产生巨大热应力,进而引发微裂纹、分层甚至整体开裂,严重制约其结构完整性与使用寿命。因此,如何从材料设计与制造策略层面主动协调并消除界面失配应力,成为推动其应用的核心挑战。
多数增材制造技术,特别是基于高能束(如激光、电子束)的直接成型方法,在制备陶瓷-金属多材料体系时面临固有瓶颈:局部熔化过程会因两组元间巨大的热物理性能差异(如熔点、热膨胀系数、激光吸收率)而在界面诱发热裂纹、脆性相及难以控制的残余应力,且存在成分污染风险。相较之下,材料挤出成型作为一种基于喂料挤出的间接增材制造路线,为这一难题提供了独特且可行的解决方案。该技术通过低温共挤出陶瓷与金属喂料,完全避免了高能束工艺中的熔化与相关热问题,同时融合了粉末冶金在材料选择上的灵活性以及增材制造在复杂几何净成形方面的优势。然而,MEX技术制备的多材料生坯在后续共烧结阶段,仍会因组元收缩行为不匹配而产生显著的“烧结失配应力”,并最终导致界面缺陷。因此,发展能够从微结构设计层面(如构建三维互锁界面)来改善、消除此应力的新型MEX策略,是推动高性能金属陶瓷-金属构件走向实际应用的关键创新突破口。
![]() 03 创新点
03 创新点
1. 空间-取向协同打印策略:首次提出并实践了金属相空间分布设计与打印取向主动调控相结合的层状多材料结构的制备方法。该策略通过“曲面设计+垂直打印”的集成工艺,实现了界面几何形貌(如三维互锁、锯齿状微结构)的精准控制与制造,从制备方法上重塑了烧结前的多材料构件,为应力协调奠定了结构基础。
2. 固液相选择性活化烧结:创新性地将烧结温度精准调控于金属组元的固液相共存区,利用产生的适量液相作为“粘合剂”与“应力缓冲剂”。此方法在促进界面冶金结合、填充孔隙的同时,高效缓解了因收缩失配产生的内应力,大幅提升了多材料共烧结的成功率与界面结合强度。
3. 基于能量判据的失效模式调控机制:针对金属陶瓷-金属层状多材料结构,首次建立了一个定性的能量分析模型。该模型通过系统比较界面总失效能(Gc,含界面结合能、裂纹扩展耗能)与金属层塑性变形能(Wplastic),提出了Gc与Wplastic的相对大小决定失效模式的普适判据。研究阐明,所设计的三维互锁界面通过大幅提升 Gc,使系统满足Gc > Wplastic的条件,从而主动将失效路径从低能量的界面脆性剥离,转向高能量的金属韧性屈服。这一机理合理解释了多材料层状结构抗弯强度提升125%的内在原因,为多材料界面设计提供了新准则。
![]() 04 文章概述
04 文章概述
1.多材料的制备与结构设计
图1d展示了NiFe2O4基金属陶瓷和CuNi合金多材料构件的制备全流程。该流程起始于金属陶瓷与金属喂料的分别制备:将NiFe2O4或CuNi粉末与聚甲醛(POM)基粘结剂在捏合机中均匀混合,经造粒得到具有适宜流变性能的挤出喂料。随后,采用双喷嘴材料挤出系统进行多材料共打印,通过预设的打印路径与层厚控制,实现多材料的精确堆叠与界面形貌的主动构建。打印所得生坯依次经过催化脱脂、热脱脂,最终在可控气氛中进行共烧结,获得全致密、界面结合牢固的金属陶瓷-金属多材料构件。图1e清晰展示了本研究所采用的层状结构设计及对应的打印策略。通过对打印坯体纵截面的宏观形貌分析,进一步印证了材料挤出打印技术用于多材料共成形工艺的可行性与结构可控性。
 图1. 多材料制备工艺及结构设计。(a) 多材料挤出打印机。(b) 层状多材料结构示意图。(c) 多层复合材料结构的优点。(d) 多材料构件增材制造制备工艺流程图。(e) 打印结构设计示意图。
图1. 多材料制备工艺及结构设计。(a) 多材料挤出打印机。(b) 层状多材料结构示意图。(c) 多层复合材料结构的优点。(d) 多材料构件增材制造制备工艺流程图。(e) 打印结构设计示意图。
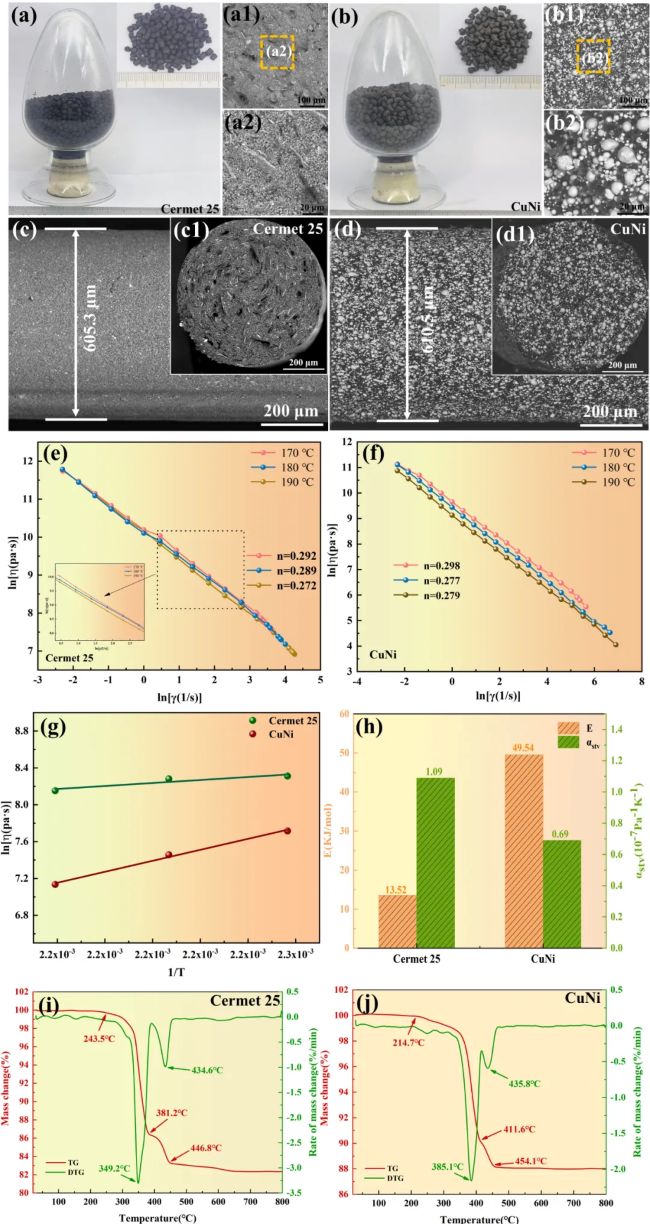 图2. (a, b) Cermet 25 与 CuNi 喂料的宏观形貌。(a1, b1) 喂料的断裂表面形貌,(a2, b2) 分别为对应框中区域的高倍放大图像。(c, d) 对应挤出丝的表面形貌及 (c1, d1) 其断裂表面形貌。(e, f) Cermet 25 与 CuNi 喂料在 170–190℃ 下的表观粘度随剪切速率变化关系(lnη 对 lnγ)。(g) 两种喂料在固定剪切速率 (15 s-1) 下粘度随温度的变化。(h) 根据 (g) 中数据计算得到的流动活化能 (E) 与粘度温度敏感性系数 (αstv)。(i, j) Cermet 25 与 CuNi 喂料的同步热分析 (STA) 所得 TG 与 DTG 曲线。
图2. (a, b) Cermet 25 与 CuNi 喂料的宏观形貌。(a1, b1) 喂料的断裂表面形貌,(a2, b2) 分别为对应框中区域的高倍放大图像。(c, d) 对应挤出丝的表面形貌及 (c1, d1) 其断裂表面形貌。(e, f) Cermet 25 与 CuNi 喂料在 170–190℃ 下的表观粘度随剪切速率变化关系(lnη 对 lnγ)。(g) 两种喂料在固定剪切速率 (15 s-1) 下粘度随温度的变化。(h) 根据 (g) 中数据计算得到的流动活化能 (E) 与粘度温度敏感性系数 (αstv)。(i, j) Cermet 25 与 CuNi 喂料的同步热分析 (STA) 所得 TG 与 DTG 曲线。
3.坯体的形貌及微结构形成机制研究
图3中系统展示了采用不同策略打印的多材料生坯的界面宏观/微观形貌及独特的界面结构形成机制。如图3ab所示,分层结构与不同界面形态样品的宏观观察均未出现翘曲或层间分离,尺寸偏差控制在±0.1 mm以内,证实了打印过程的稳定性。微观分析揭示,CuNi层因更低的粘度(180℃下1733.1 Pa·s)而产生系统性过度挤出,致使其层厚持续大于Cermet 25层(190℃下3473.3 Pa·s)。在厚层样品中(LS-300)观察到的波纹状界面源于大体积挤出导致的相邻丝材融合,此结构可增加界面接触面积,利于应力释放。对于复杂路径的正弦界面样品,微观上出现的双边凸起则与打印过程中频繁的喷嘴切换及材料在XY平面的非受限流动有关。图3e中重点阐明了垂直打印策略及其所形成的锯齿状微结构的机理与影响因素。垂直打印实现了两种材料在同层内的同步沉积。其核心创新在于,利用两种喂料作为剪切稀化非牛顿流体在挤出后发生的径向膨胀,使相邻挤出的材料流在固化前横向接触并相互挤压,从而“自下而上”地形成了跨越层厚的三维锯齿状机械互锁结构。该锯齿结构的尺寸(如长度与线宽同步变化,厚度与层高呈正相关)受打印参数精确调控。研究表明,更小的层高能产生更密集的锯齿结构,通过增强界面的机械互锁效应,可更有效地抑制裂纹扩展,使烧结后样品的抗弯强度显著提升(例如,0.15 mm层高样品比0.2 mm层高样品强度高11.9%)。
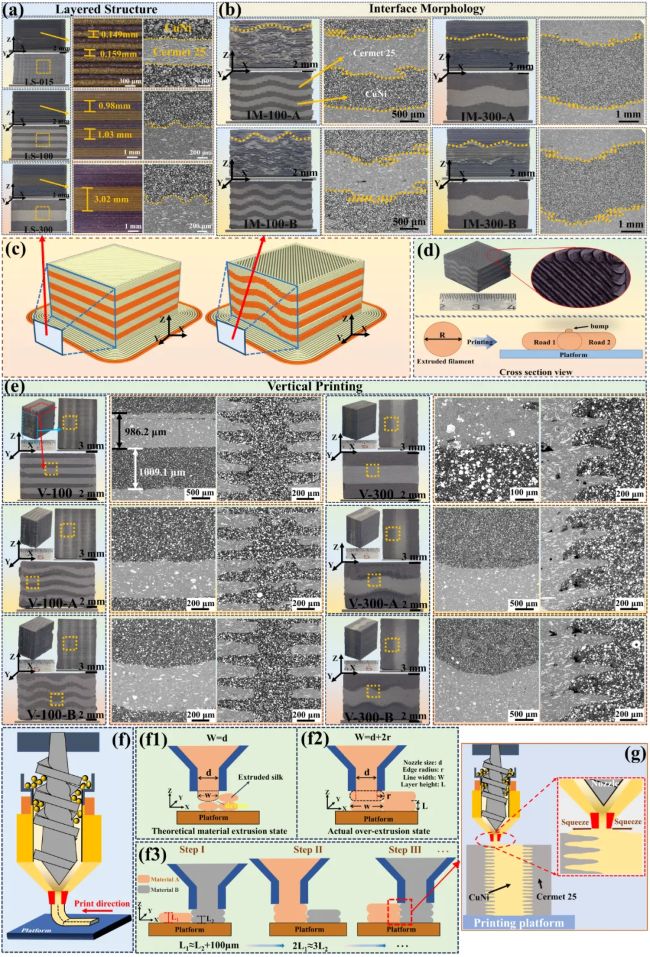 图3. (a) 层状结构与 (b) 不同界面形态样品的SEM图像。(c)观察平面的示意图。(d) 凸界面形成机制示意图。(e) 垂直打印样品形貌。(f) 挤出打印过程示意图: (f1) 理论材料挤出状态; (f2) 实际过度挤出状态; (f3) 锯齿状界面形成机制示意图。(g) 同步挤出形成的锯齿结构。
图3. (a) 层状结构与 (b) 不同界面形态样品的SEM图像。(c)观察平面的示意图。(d) 凸界面形成机制示意图。(e) 垂直打印样品形貌。(f) 挤出打印过程示意图: (f1) 理论材料挤出状态; (f2) 实际过度挤出状态; (f3) 锯齿状界面形成机制示意图。(g) 同步挤出形成的锯齿结构。
4.单材料烧结行为及多材料烧结样品
图4系统研究了单材料的烧结行为、收缩特性,及多材料共烧结界面的宏观缺陷演化。如图4(a-c)所示,单材料烧结表明Cermet 25在所有温度下均通过固态烧结实现高致密度(>92%)与良好形状保持;而CuNi在1180℃时因过量液相形成导致样品变形、产生闭孔,致密度降至~80%。瞬时热膨胀系数(CTE)曲线(图4d)显示,两者均在约900℃后开始显著收缩,且Cermet 25收缩速率更高。对具有不同金属层厚度的层状结构(LS系列)的共烧结研究表明(图4e-g),界面开裂敏感性随金属层厚度增加而加剧,例如LS-015(0.15mm)在所有温度下均无宏观缺陷,而LS-100和LS-300则出现分层。相比之下,具有曲面界面(IM系列)和采用垂直打印策略的样品在1165℃烧结后均呈现光滑轮廓,有效抑制了分层(图4h,i),证明了该温度与界面设计对制造复杂多材料构件的可靠性(图4j)。
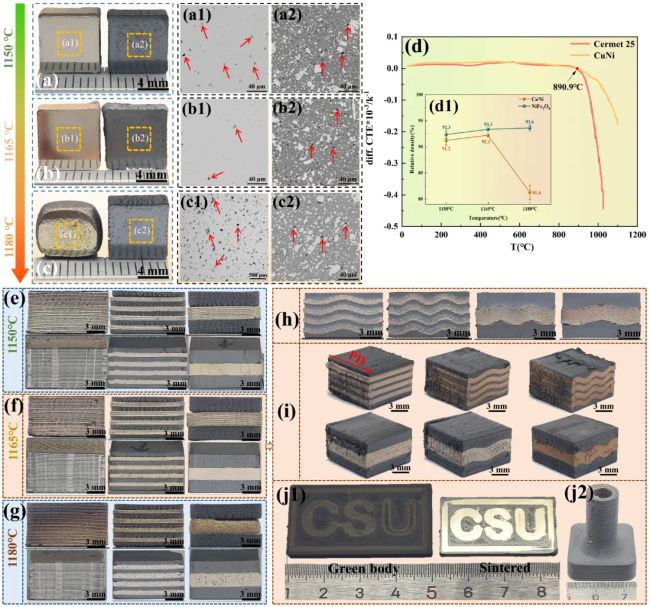 图4. (a) CuNi(左)与 Cermet 25(右)样品的宏观照片;(a1-c1) 与 (a2-c2) 分别为 Cermet 25 和 CuNi 的高倍背散射电子图像。(d) 两种材料在加热过程中的瞬时热膨胀系数曲线;(d1) 样品在三个烧结温度下达到的相对密度。具有不同层厚(LS-015, LS-100, LS-300)的样品在 (e) 1150℃, (f) 1165℃ 和 (g) 1180℃ 烧结后的表面及纵截面宏观照片。(h) 具有不同界面形貌的样品在 1165℃ 烧结后的表面视图;(i) 垂直打印样品在 1165℃ 烧结后的宏观照片。(j1) 使用 CuNi 喂料打印的带有“CSU”图案的多材料组件;(j2) 多材料惰性阳极的宏观视图。
图4. (a) CuNi(左)与 Cermet 25(右)样品的宏观照片;(a1-c1) 与 (a2-c2) 分别为 Cermet 25 和 CuNi 的高倍背散射电子图像。(d) 两种材料在加热过程中的瞬时热膨胀系数曲线;(d1) 样品在三个烧结温度下达到的相对密度。具有不同层厚(LS-015, LS-100, LS-300)的样品在 (e) 1150℃, (f) 1165℃ 和 (g) 1180℃ 烧结后的表面及纵截面宏观照片。(h) 具有不同界面形貌的样品在 1165℃ 烧结后的表面视图;(i) 垂直打印样品在 1165℃ 烧结后的宏观照片。(j1) 使用 CuNi 喂料打印的带有“CSU”图案的多材料组件;(j2) 多材料惰性阳极的宏观视图。
5.共烧结过程中多材料界面的微观结构演变
图5 深入揭示了多材料界面在不同烧结温度下的微观结构演化与强化机理。在1150℃(固相烧结)下,所有层状样品界面均观察到裂纹,且裂纹尺寸与金属层厚度正相关(图5a)。当温度升至CuNi合金的固液共存区(1165℃)及近液相区(1180℃)时,界面裂纹消失,并形成了显著的界面过渡层(图5b,c)。过渡层内金属相聚集形成连续网络,其厚度随温度升高而增加。该过渡层通过微机械互锁效应有效缓解了热应力。研究结果表明1165℃为最优烧结温度,此时CuNi中形成约35 vol%的液相,其刚度大幅降低,可以流动以释放Cermet 25收缩产生的应力,同时固态骨架维持了构件形状。此外,研究对比了不同界面形貌(图5d-i),发现增大界面接触面积(如曲面设计)可促进过渡层形成、增强结合强度,并将平面界面集中的应力转化为多轴应力状态,从而抑制裂纹萌生与扩展。对于垂直打印样品,其独特的锯齿状互锁微观结构在烧结后得以保持(图5f-i),无裂纹或层间缺陷,显著提升了多材料构件的成形质量与界面结合。
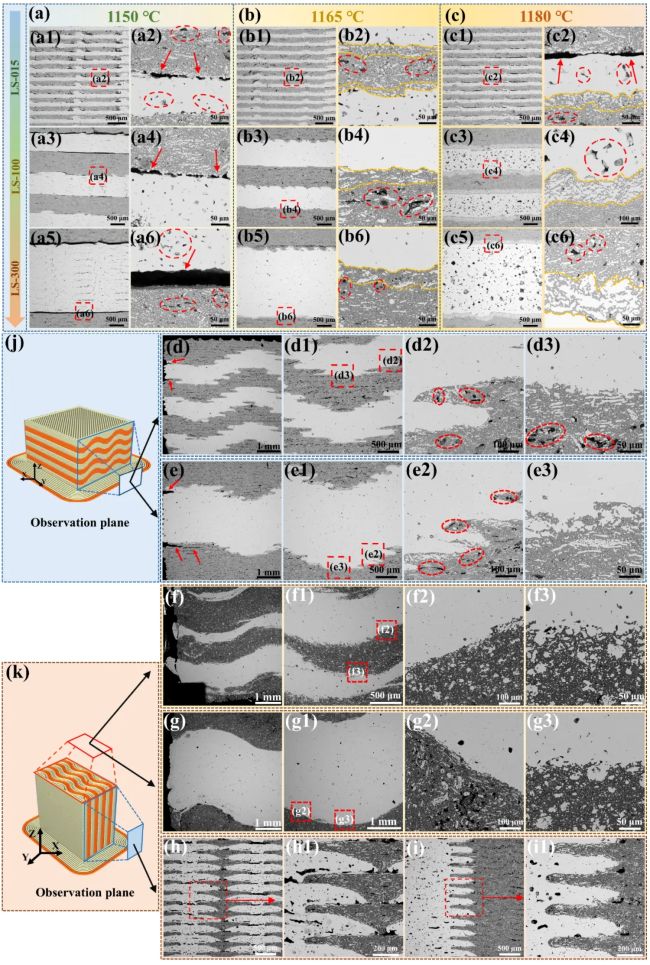 图5. 不同温度下烧结、具有不同层厚度的样品纵截面的微观结构演化:(a) 1150℃: (a1–a2) LS-015, (a3–a4) LS-100, (a5–a6) LS-300;(b) 1165℃: (b1–b2) LS-015, (b3–b4) LS-100, (b5–b6) LS-300;(c) 1180℃: (c1–c2) LS-015, (c3–c4) LS-100, (c5–c6) LS-300。通过水平与垂直打印策略制备的烧结样品微观结构:(d–d3) IM-100-B, (e–e3) IM-300-B, (f–f3) V-100-B, (g–g3) V-300-B;(h–h1) V-100的纵截面, (i–i1) V-300的纵截面;(j, k) 不同打印取向所对应的观察平面示意图。
图5. 不同温度下烧结、具有不同层厚度的样品纵截面的微观结构演化:(a) 1150℃: (a1–a2) LS-015, (a3–a4) LS-100, (a5–a6) LS-300;(b) 1165℃: (b1–b2) LS-015, (b3–b4) LS-100, (b5–b6) LS-300;(c) 1180℃: (c1–c2) LS-015, (c3–c4) LS-100, (c5–c6) LS-300。通过水平与垂直打印策略制备的烧结样品微观结构:(d–d3) IM-100-B, (e–e3) IM-300-B, (f–f3) V-100-B, (g–g3) V-300-B;(h–h1) V-100的纵截面, (i–i1) V-300的纵截面;(j, k) 不同打印取向所对应的观察平面示意图。
6.层状多材料样品力学性能及增强机理
图6系统地表征了多材料样品的力学性能、断裂行为及强化机理。研究表明,通过层状架构设计,样品弯曲强度均超过200 MPa,优于已报道的NiFe2O4基金属陶瓷体系。其中,具有0.15 mm金属层的LS-015样品强度高达367.5 MPa,较单一Cermet 25(163.1 MPa)提升了约125%。性能与金属层厚度密切相关:弯曲强度随层厚增加而下降(图6b-d)。较薄的金属层有助于降低烧结热失配应力,并在单位体积内引入更多界面,从而改善载荷分布。同时,垂直打印形成的锯齿状微结构互锁界面进一步提升了性能,该结构通过机械互锁和裂纹偏转有效增强了界面韧性。复合材料的增韧源自金属相的内在塑性与界面的外在强韧化。平直界面中裂纹易沿界面扩展,导致脆性剥离;而曲面及垂直打印构建的互锁界面迫使裂纹沿曲折路径扩展(曲折因子k>1),显著增加了裂纹扩展所需能量。为此,建立了定性能量分析模型,通过比较总失效能量Gc(含界面结合能、裂纹扩展能等)与金属塑性变形能Wplastic来统一解释上述行为。在平直界面中,Gc < Wplastic,外力优先引发界面失效。而通过优化层厚与设计三维互锁界面,可显著提高Gc,使其满足Gc > Wplastic。此时,外力将先引发金属层塑性变形,从而钝化裂纹、耗散能量,促使失效模式由“低能界面脆性剥离”转变为“高能金属韧性屈服”,这是实现超高弯曲强度的根本机制。
 图6. (a) NiFe2O4基金属陶瓷的弯曲性能与文献中报道数据的比较。(b) Cermet 25、CuNi合金及多材料样品LS-015的对比;(c) 金属层厚度为1 mm的样品;(d) 金属层厚度为3 mm的样品。弯曲测试后选定样品的断裂形貌:(e) IM-100-A, (f) V-100-A, (g) IM-300-A, (h) V-300-B。(i) 层状样品弯曲失效机理示意图。(j) 垂直打印曲面样品弯曲失效机理示意图(曲折因子k(k≥1)是一个无量纲因子,用于量化裂纹沿弯曲或互锁界面扩展相对于平直界面所增加的难度)。
图6. (a) NiFe2O4基金属陶瓷的弯曲性能与文献中报道数据的比较。(b) Cermet 25、CuNi合金及多材料样品LS-015的对比;(c) 金属层厚度为1 mm的样品;(d) 金属层厚度为3 mm的样品。弯曲测试后选定样品的断裂形貌:(e) IM-100-A, (f) V-100-A, (g) IM-300-A, (h) V-300-B。(i) 层状样品弯曲失效机理示意图。(j) 垂直打印曲面样品弯曲失效机理示意图(曲折因子k(k≥1)是一个无量纲因子,用于量化裂纹沿弯曲或互锁界面扩展相对于平直界面所增加的难度)。
![]() 05 总结
05 总结
本研究揭示了通过“界面微结构设计”调控金属陶瓷-金属多材料构件共烧结的根本原理。通过“曲面设计+垂直打印”,在制造阶段即主动构建具有互锁效应的锯齿状界面,并利用固液相烧结机制,巧妙解决了传统共烧结中因热膨胀系数失配而产生巨大内应力、导致界面开裂的核心难题。
这项工作实现了一个重要的范式转变:从依赖材料成分调整的“被动应对”转向通过多材料界面形态与打印工艺协同设计的“主动调控”,从根源上抑制了应力与缺陷。本研究发展的“结构引导应力协调”策略,不仅为铝电解惰性阳极等极端环境构件的高质量制造提供了可靠方案,也为更广泛的陶瓷-金属、陶瓷-陶瓷多材料增材制造提供了创新的设计思路。
论文引用
Decai Ouyang, Puyun Fan, Wangjia Zhang, Mengxiong Chen, Keyi Zhang, Huiwen Xiong, Xiao Kang, Lei Zhang, Kechao Zhou, Yun Liu, Borui Liu, Multimaterial 3D printing of high-strength metal-cermet inert anodes for aluminum electrolysis via interface-structure design, Adv. Powder Mater.5 (2026) 100415. https://doi.org/10.1016/j.apmate.2025.100415
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷