用金属增材制造技术制造随形冷却流道,优化注塑模生产,正在国际市场上获得越来越多的普遍认可。然而,许多公司在应用该工艺方面,主要阻力不是来源于对材质性能的担心,也不是对该工艺不够熟悉,而是初期的投入成本。
因为模具行业的竞争十分激烈,而且增材制造模仁的成本不菲。
GF加工方案分享了一例来自著名模具与注塑生产制造商-东江模具的增材制造成功案例。案例展示了东江模具通过增材与减材相集成的完整工艺高效制作模仁,在降低整体制造成本的同时,还在提高工件质量方面发挥重大作用。
 《金属增材制造嫁接打印应用》
《金属增材制造嫁接打印应用》
——模具企业怎样降本、提质、增效?
© GF加工方案
技术整合的重要性
![]() 随形冷却的优势
随形冷却的优势
毫无疑问,注塑成形是一种非常常见的成形方法,也是一种十分成功的生产工艺。注塑成形技术适用于生产热塑和热固塑料件,在生产中使用的模具为合金钢材质,通常,在批量生产情况下,注塑生产的周期数高达数百万次。注塑工艺是将熔融态的塑料注入到一个型腔中,型腔的形状近似于最终零件,塑料在注入到型腔后,快速冷却使工件硬化。
但是,冷却的时间必须足以将工件完全固化,确保工件在顶出时,工件的变形量能得到严格控制。因此,在注塑周期中,要使工件达到高质量,同时保持注塑周期的时间效率,冷却是关键。冷却液(通常为水或油)在模具中循环流动,用其冷却模具的表面,从而冷却模仁。
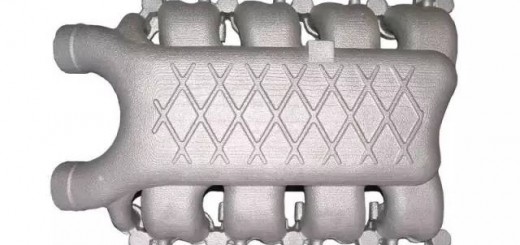
增材制造的冷却流道冷却注塑成形的表面,既随形冷却。实践证明,这是一种很有价值、可优化冷却条件的解决方案。 注塑面形状复杂,因此难以冷却。增材制造工艺可以在工件设计和生产中制造出传统加工技术无法生产的冷却流道。
用增材制造技术可以将冷却流道布置在与工件表面等距离的位置处,达到均匀冷却的效果,两个主要优点是:
•提高散热效率,缩短冷却时间,因此,缩短工件硬化所需的时间。
•均匀冷却工件,避免温度梯度不均导致工件翘曲和变形。
![]() 模具增材制造完整工作流程的重要性
模具增材制造完整工作流程的重要性
尽管已有大量文献指出增材制造技术具有冷却效率高的优势,但由于用户初期担心粉末性能、成本和在模具制造行业缺乏应用知识,增材制造的应用速度仍较缓慢。
通常,模具制造商的风险意识都较强,此外,也需要在生产注塑模中保持最低成本的优势,其中的压力相当大。如果在模具中使用增材制造的模仁,其优势十分明显,但同时也增加一定的成本。
因此,模具制造商必须向最终客户证明所增加成本的附加值。事实表明,生产模具也生产注塑件的公司采用随形冷却技术的比例较高。这些公司充分理解增材制造的价值,积极地将增材制造技术引入到生产流程中,体现增材制造的投资回报(ROI)价值,并随着增材制造工艺熟练程度的逐渐提高,逐渐加大增材制造技术的使用。
虽然增材制造技术日渐普及,但许多生产企业仍止步不前。使用增材制造技术的重大挑战之一是需要将增材制造工艺集成到已有的生产流程中。特别是在模具制造领域,增材制造的工件和模仁几乎全部都需要进行减材加工,只有这样才能满足对模具表面的极高表面质量要求。
因此,生产企业希望金属增材制造供应商提供完整工作流程的解决方案,包括从设计到成品件的交付,满足模具的高精度要求。只有将软件、增材制造机床、粉末、减材加工技术、自动化和工装夹具解决方案结合在一起,才能提供高效率的生态系统,降低成本和减少复杂性。
东江模具增材制造应用实践
![]() 面向增材制造重新设计模具
面向增材制造重新设计模具
总部位于深圳的东江模具公司,有37年模具设计和制造经验。东江模具既生产模具,也生产塑料件,他们快速把握金属增材制造技术的先机,投资增材制造设备,生产随形冷却的模仁。
 图1 该案例介绍的最终塑料件的模型:用于在包装中固定智能手表的支架。© GF加工方案
图1 该案例介绍的最终塑料件的模型:用于在包装中固定智能手表的支架。© GF加工方案
东江模具选用了GF加工方案的减材和增材制造系统,用增材制造的随形冷却模仁优化工作流程。

东江模具案例中所涉及的端到端增材制造解决方案,已在GF 加工方案位于上海的AMotion Center 全面落地。扫描二维码,“码”上参与“Ask AMotion Center”与GF加工方案增材制造专家进行互动,并抢先看东江模具应用案例完整版。
由于既生产模具,也生产注塑件,因此,东江模具在用随形冷却的模仁生产最终注塑件方面的优势特别突出,包括高生产力和高质量,还能为其客户提供高效率的解决方案。
如果用传统减材法加工模仁且如果无法在合理成本情况下达到要求的产品质量和生产力,东江模具则选用增材制造技术生产这类模仁。
本文介绍的样件是一个用在包装行业十分普通的零件,尤其用在信息通信(ICT)行业的产品包装中。该塑料件用于智能手表包装盒中,用于支撑手表并将手表固定在包装盒内(图1)。
这是一款大批量生产的手表,因此,也需要大批量生产该款手表的包装和支架。为此,生产的挑战是成本和量产能力。此外,最终产品属于高价商品,要求支架达到相当程度的美观性。
这类包装件应用的挑战并非个案,类似的应用不胜枚举。对于这类应用,东江模具的三大生产挑战主要是:
•用传统模仁生产工艺无法满足量产能力和单件成本的目标要求。
•非随形冷却流道不能理想地控制温度。
•为提高冷却效果,用传统加工技术生产的模仁零件在组装中的成本过高。
为改进生产工艺,东江模具工程师重点改进关键模仁:这些模仁对注塑周期时间或塑料件质量的影响最大。在这方面,金属增材制造的投资回报率最高。
![]() 高效率地将增材制造技术集成到模仁生产工艺中
高效率地将增材制造技术集成到模仁生产工艺中
GF加工方案开发了端到端的解决方案,帮助生产企业高效率地生产复杂金属零件。这套解决方案优化工作流程,无缝地将金属增材制造技术集成到现有的生产工艺中。
在东江模具的增材制造应用案例中,包含了GF 加工方案为其量身定制开发工作流程的每一个步骤,包括:设计、仿真与嫁接打印、成形后加工。
本期将分享设计与仿真流程。
l 设计
采用增材制造技术后,模具制造商可全新设计模具。必须保证设计的自由,包括逐层成形法和成形中使用的原材料,也即细金属粉。这两点要求对零件设计的限制非常少,主要限制是在悬垂部位、几何尺寸和粉料回收的便捷性。如果用增材制造方法生产随形冷却流道模具,只要在设计中遵守多年来成熟的设计原则,就能轻松克服这些限制。
首先,内冷道的尺寸和形状有设计限制。对于较大的悬垂部位,需要进行支撑,这些部位在增材制造完成后无法在模具内部去除。
 图2 用传统减材技术生产的模仁流道© GF加工方案
图2 用传统减材技术生产的模仁流道© GF加工方案
因此,要限制内冷道直径的尺寸,要优先设计自支撑结构的内冷道(例如菱形、椭圆形或泪珠形等),要尽可能避免使用传统圆形截面的结构;通常,圆形的内冷道是用传统钻孔加工成形(图2)。
此外,模具制造行业的部分传统模具原则同样适用于增材制造的模具。特别是有关结构阻力的内冷道与工件壁间的最小距离,以及在整个内冷道长度上的压力下降和清洁便捷性(主要受内冷道截面尺寸、分支路径和数量的影响)。
在这些情况下,最小距离应足够大,要足以安全地将模具成形和为成形后加工保留余量。因此,从设计阶段开始,就能大幅降低风险。
按照以上原则生成的随形冷却流道在CAD软件上运行可能相对消耗时间。为此,专用的3DXpert®软件解决方案,特别是“模具设计模块”(Additive Moulding Add-on)是模具设计师和模具制造商的有力工具,用该工具可以显著提高工件质量,降低设计和生产成本。
用该软件模块可以创建随形冷却模仁,可以在需要的部位嫁接传统冷却和随形冷却。原因是该模块提供一套特别的功能,在仿真设计验证和模具设计验证阶段,节省用户的大量设计时间。
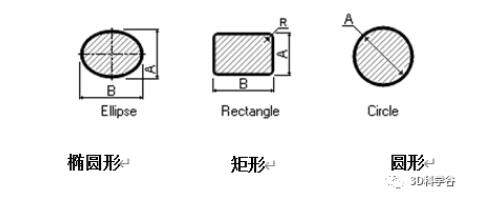 图3 3DXpert软件的“模具设计模块”提供的可选内冷道形状。模具制造商用该模块可生产随形冷却的模仁,可根据需要嫁接增材随形冷却部分到传统流道上。
图3 3DXpert软件的“模具设计模块”提供的可选内冷道形状。模具制造商用该模块可生产随形冷却的模仁,可根据需要嫁接增材随形冷却部分到传统流道上。
© GF加工方案
•自动和手动生成随形冷却路径,也即在用户输入的一组数据基础上,即可生成冷却流道。轻松、快速创建冷却流道几何形状(图3)。
•分析冷却流道悬伸部位。
•分析和优化冷却流道与工件壁间的距离。
•在彩图中显示冷却流道与有效面间的距离 。
3DXpert提供多种工具,例如“热场图”,设计师用这些工具可快速评估冷却的均匀性和效率。这些工具不能完全取代模流分析,但可以帮助用户在生产初期快速评估设计质量。
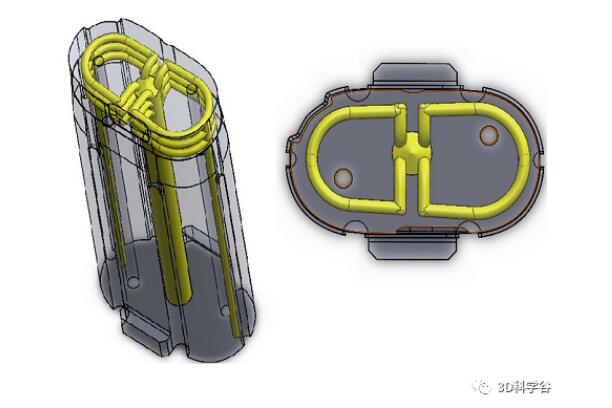 图4 该模仁的随形冷却部分© GF加工方案
图4 该模仁的随形冷却部分© GF加工方案
l 仿真
在增材制造机床上开始打印模仁前,通常需要进行模流分析,以发现可能的潜在问题。也用于判断优化的冷却流道的有效性,特别是是否需要提高温度均匀性,减少局部热点。
 图5 传统冷却模仁与随形冷却模仁的温度分布图。在设计的初期阶段,设计师用3DXpert中的温度分布图工具快速评估冷却的均匀性和冷却效率。
图5 传统冷却模仁与随形冷却模仁的温度分布图。在设计的初期阶段,设计师用3DXpert中的温度分布图工具快速评估冷却的均匀性和冷却效率。
© GF加工方案
在图6的左图中,我们可见模仁流道的外的温度分布。模仁中的流道用于输送冷却液,但由于分布不均匀,导致模仁的冷却效果不好。
在图5的右图中,我们分析了传统流道的热点区域,设计了新的随形冷却流道。从新的设计中,我们可以看到热点部位的温度有所降低,从96°C降低到86°C。更重要的是温度梯度更均匀,这是影响工件翘曲和变形的决定性因素。使用这个设计,在提高量产能力的同时,也会提高产品的质量。
如今,由于模流分析的不断完善,仿真的可靠性越来越高。以前,这类数据难以仿真,因此,用户很难在实际上机测试前,了解到设计的好坏。
设计师用仿真工具可以更好地预测实际冷却效果,提高设计可靠性,在模仁内设计随形冷却流道。在理论上,仿真工具可以验证随形冷道对注塑成形和最终塑料件的积极影响。东江模具在实际生产模具前,用这些工具向客户(内部客户或外部客户)展示随形冷却的好处。
在本案例的下篇中,3D科学谷将分享东江模具如何通过GF加工方案解决方案,实现智能手表包装盒零件注塑模仁的嫁接打印,怎样降低成本和提高效率,达到经济性,东江模具增材制造模仁达到了怎样的交付质量。敬请期待。
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。