【全文速览】
北京航空航天大学郭伟课题组采用激光粉末床熔融(LPBF)工艺制备了Haynes 230镍基高温合金,利用原位高速摄像技术对其增材过程进行了深入地研究,建立了LPBF制备的Haynes 230高温合金羽流行为、飞溅行为与熔体流动的关联规律,对实现LPBF工艺制备无气孔Haynes 230高温合金在航空航天等领域的广泛应用具有重要意义。
 © 3D科学谷白皮书
© 3D科学谷白皮书

 ▲论文链接:
▲论文链接:
DOI: 10.1016/j.jmst.2023.07.068
![]() 研究背景
研究背景
Haynes 230 镍基高温合金具有优异的高温强度和热稳定性,适用于工作温度达1000 ℃的热端部件。然而,采用LPBF制备的Haynes 230构件存在明显的增材缺陷,了解缺陷形成机理在制备过程中起着重要作用。LPBF工艺过程中会产生许多物理现象,如粉末熔化、凝固、熔体流动、蒸发和飞溅等,其过程的动态不稳定性对增材构件的质量造成了额外的不确定性。为直接揭示制备过程中粉末床和激光束之间的相互作用,采用原位监测技术进行实时数据图像采集。利用可见光成像原理进行原位实时监测,可以获得蒸发羽流和飞溅物的数量、速度和运动方向等定量信息。然而,现有监测研究仅限于局部演变分析,缺乏对完整熔道物理信息的探索,苛刻的试验条件很难应用于LPBF设备进行实际工艺条件下的实时反馈,同时,监测结果与熔池状态之间的相关性也尚未建立。LPBF 工艺动态的高速可视化使我们能够识别与气孔缺陷有关的不利工艺条件,有助于设计更有效的工艺窗口,并为工艺稳定性的过程监控提供了可能。因此,在实际的 LPBF 工艺过程中,使用高速摄像机监控整个熔体轨迹。高速摄像机在原位监测LPBF加工过程中,能够实时捕捉并获取精确信息,不仅不会破坏现有加工环境,反而有助于科研探索与实际生产,提供更为丰富、完整的数据支持。
![]() 本文亮点
本文亮点
(1) 基于图像识别与追踪技术,对激光粉末床熔融过程中的熔池飞溅与羽流行为进行原位监测并实时记录。
(2) 详细探讨了LPBF过程中激光能量密度、熔体流动、飞溅与羽流行为之间的关系。
(3) 实时飞溅与羽流行为可替代体积能量密度作为LPBF工艺的设计参数,同时基于质心提取算法实现了对飞溅初始速度的统计。
(4) 揭示了三种不同熔化模式下熔体流动演化路径对飞溅与羽流行为的影响,并且适用于具有不同粉末层厚度的单层熔道以及多层单道制备的薄壁零件。
![]() 图文解析
图文解析
 图1. (a) Haynes 230粉末的形态和(b)粒径分布。(c)高速摄像机的原位监测设置。(d)单道无粉末羽流实验的原位监测,(e)羽流实验对应的物理图像,以及(f)羽流实验的放大视图。(g)单道有粉末飞溅实验的原位监测,(h)飞溅实验对应的物理图像,以及(i)飞溅实验的放大视图。
图1. (a) Haynes 230粉末的形态和(b)粒径分布。(c)高速摄像机的原位监测设置。(d)单道无粉末羽流实验的原位监测,(e)羽流实验对应的物理图像,以及(f)羽流实验的放大视图。(g)单道有粉末飞溅实验的原位监测,(h)飞溅实验对应的物理图像,以及(i)飞溅实验的放大视图。
 图2. (a) 单道扫描过程的图像逐帧叠加算法。(b) 单帧中熔池区域的识别算法。(c) 通过单道监测获得的飞溅轨迹质心坐标的识别算法逻辑图。
图2. (a) 单道扫描过程的图像逐帧叠加算法。(b) 单帧中熔池区域的识别算法。(c) 通过单道监测获得的飞溅轨迹质心坐标的识别算法逻辑图。
 图3. (a-l) 不同工艺参数下单道轨迹的合成图像。(m) 图3i中m区域的放大视图。(m1) 通过白光干涉获得的图3m中分割线附近的形态,以及(m2) 在400 W-1200 mm/s单道上1400 μs时羽流方向分割线附近的高度差图。
图3. (a-l) 不同工艺参数下单道轨迹的合成图像。(m) 图3i中m区域的放大视图。(m1) 通过白光干涉获得的图3m中分割线附近的形态,以及(m2) 在400 W-1200 mm/s单道上1400 μs时羽流方向分割线附近的高度差图。
 图4. 不同工艺参数对应的LPBF合成图像,时间间隔为250 μs:(a) 200 W-200 mm/s;(b) 200 W-400 mm/s;(c) 200 W-600 mm/s;(d) 300 W-300 mm/s;(e) 300 W-600 mm/s;(f) 300 W-900 mm/s;(g) 400 W-400 mm/s;(h) 400 W-800 mm/s;(i) 400 W-1200 mm/s;(j) 450 W-450 mm/s;(k) 450 W-900 mm/s;(l) 450 W-1350 mm/s;(m) 运动方向与飞溅方向之间夹角的统计图。
图4. 不同工艺参数对应的LPBF合成图像,时间间隔为250 μs:(a) 200 W-200 mm/s;(b) 200 W-400 mm/s;(c) 200 W-600 mm/s;(d) 300 W-300 mm/s;(e) 300 W-600 mm/s;(f) 300 W-900 mm/s;(g) 400 W-400 mm/s;(h) 400 W-800 mm/s;(i) 400 W-1200 mm/s;(j) 450 W-450 mm/s;(k) 450 W-900 mm/s;(l) 450 W-1350 mm/s;(m) 运动方向与飞溅方向之间夹角的统计图。
 图5. 不同工艺参数下单道熔池的形态表征图。(a) 具有阶梯高度差的整体单熔道。(b) 熔道的前端。(c) 熔道的尾端,在熔道尾端发现“匙孔”现象。
图5. 不同工艺参数下单道熔池的形态表征图。(a) 具有阶梯高度差的整体单熔道。(b) 熔道的前端。(c) 熔道的尾端,在熔道尾端发现“匙孔”现象。
 图6. (a-l) 熔池的横截面形态和(m) 熔池形态的示意图。(n)不同工艺参数下LPBF制备Haynes 230基材上的熔池横截面深度和宽度的变化,熔池内部生成明显“匙孔”现象。
图6. (a-l) 熔池的横截面形态和(m) 熔池形态的示意图。(n)不同工艺参数下LPBF制备Haynes 230基材上的熔池横截面深度和宽度的变化,熔池内部生成明显“匙孔”现象。
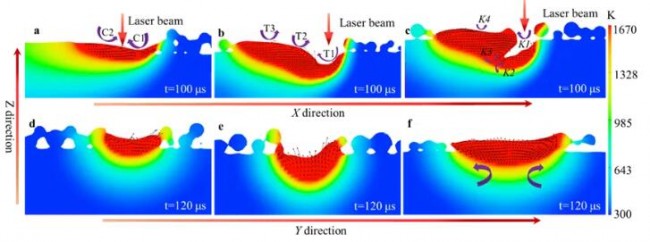 图7. 不同熔化模式下熔体流动的示意图。在ZX平面上:(a)传导模式,(b)过渡模式,和(c)匙孔模式。在ZY平面上:(d)传导模式,(e)过渡模式,和(f)匙孔模式。随着熔化模式转变,简单熔流转变为复杂熔流。
图7. 不同熔化模式下熔体流动的示意图。在ZX平面上:(a)传导模式,(b)过渡模式,和(c)匙孔模式。在ZY平面上:(d)传导模式,(e)过渡模式,和(f)匙孔模式。随着熔化模式转变,简单熔流转变为复杂熔流。
 图8. 不同熔化模式下激光与粉末床界面作用示意图。(a) 传导模式,(b) 过渡模式,(c) 匙孔模式。建立了羽流行为、飞溅行为与熔体流动的关联。
图8. 不同熔化模式下激光与粉末床界面作用示意图。(a) 传导模式,(b) 过渡模式,(c) 匙孔模式。建立了羽流行为、飞溅行为与熔体流动的关联。
![]() 总结与展望
总结与展望
本研究证实了体积能量密度作为LPBF设计参数的局限性。通过飞溅和羽流行为反映出的熔化模式转变作为LPBF制备过程的实时设计参数,为LPBF制备Haynes 230的工艺窗口选择提供参考。基于质心提取算法,实现了对LPBF单道过程中飞溅初始速度的统计,为熔化模式下与飞溅相关物理量的统计提供了新途径。同时,揭示了三种熔化模式下的熔体流动转变以及对应的羽流行为和飞溅行为的特征性转变。在传导模式下,羽流方向垂直于表面,而飞溅方向在行进方向上溢出;在过渡模式下,行进方向与羽流方向之间的夹角大于90°,飞溅方向的趋势与羽流趋势相近;在匙孔模式下,羽流和飞溅的方向相对杂乱。随着激光扫过增材基体的重叠区域,羽流的强度和方向发生变化。最终,证实了飞溅和羽流行为的演变适用于不同层厚的单道以及多层单道薄壁零件。这项工作建立了LPBF熔池表面信息与熔体流动的内部信息的关联,为LPBF制备Haynes 230合金工艺参数优化及其工程应用提供了重要理论基础和指导。
l 来源:材料科学和技术
引用本文
Wang Y, Guo W, Xie Y K, Li H X, Zeng C Y, Xu M, Zhang H Q, In-situ monitoring plume, spattering behavior and revealing their relationship with melt flow in laser powder bed fusion of nickel-based superalloy, J. Mater. Sci. Technol. 177 (2024) 44-58.

l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷